
Thực tế

Ứng dụng

Hỏi đáp
Nhà máy PCB gặp khoảng cách trong quản lý dữ liệu?
Thực tế giám sát|Nhà máy PCB gặp khoảng cách trong quản lý dữ liệu?Trước làn sóng sản xuất thông minh và ra quyết định dựa trên dữ liệu đang lan rộng tại các nhà máy, ngày càng nhiều doanh nghiệp chú trọng đến việc giám sát trạng thái thiết bị theo thời gian thực nhằm định lượng và tối ưu hóa việc phân bổ nguồn lực sản xuất. Trong đó, việc mở rộng chức năng của “đèn ba màu” – vốn chỉ dùng để cảnh báo tại hiện trường – thành nguồn dữ liệu tự động tính toán hiệu suất hoạt động (OEE) là một giải pháp then chốt, vừa thực tiễn vừa mang lại hiệu quả chi phí cao.
Bối cảnh triển khai: Tầm quan trọng và thách thức của công đoạn cắt PCB
Trong ngành sản xuất PCB (Printed Circuit Board) có tính cạnh tranh cao hiện nay, hiệu suất hoạt động của thiết bị không chỉ ảnh hưởng đến năng suất dây chuyền mà còn tác động trực tiếp đến thời gian giao hàng và cấu trúc chi phí. Cùng với xu hướng sản xuất thông minh và quản lý dựa trên dữ liệu, các doanh nghiệp ngày càng quan tâm đến việc giám sát trạng thái thiết bị theo thời gian thực để lượng hóa và tối ưu hóa việc sử dụng tài nguyên sản xuất. Trong đó, việc chuyển đổi đèn ba màu từ công cụ cảnh báo hiện trường thành nguồn dữ liệu tính toán hiệu suất tự động là một phương pháp mang tính thực tiễn cao và hiệu quả về mặt chi phí.
Máy cắt PCB
Máy cắt PCB, còn được gọi là máy tách bảng hoặc máy routing, chủ yếu được sử dụng ở giai đoạn trung và cuối của quy trình sản xuất PCB để cắt chính xác các tấm PCB lớn – đã hoàn tất kiểm tra điện và kiểm định – thành các bo mạch đơn lẻ đạt tiêu chuẩn xuất hàng. Công đoạn này thường liên quan đến định vị chính xác, cắt tốc độ cao và quản lý tuổi thọ dao cắt, đòi hỏi mức độ ổn định cao của thiết bị cũng như kỹ năng vận hành của nhân viên.
Điểm đau của dây chuyền sản xuất
Nhà máy này được trang bị 10 máy cắt PCB tự động, mỗi máy đều sử dụng hệ thống đèn ba màu truyền thống. Đèn xanh biểu thị thiết bị đang vận hành, đèn vàng cho biết trạng thái chờ hoặc chuẩn bị vật liệu, trong khi đèn đỏ đại diện cho lỗi hoặc dừng máy bất thường. Trong suốt thời gian dài, các tín hiệu đèn này chỉ được sử dụng để nhân viên hiện trường nhận biết trạng thái thiết bị tức thời, mà chưa từng được xem là một tài sản dữ liệu có thể khai thác.
Khi doanh nghiệp đặt mục tiêu triển khai cơ chế quản lý hiệu suất hoạt động (OEE) một cách toàn diện, công đoạn cắt PCB đã được chọn làm đối tượng triển khai đầu tiên. Nguyên nhân là do công đoạn này có tỷ trọng sản lượng trên mỗi máy cao, tần suất kiểm tra thủ công lớn, và hiệu suất thiết bị chịu ảnh hưởng rõ rệt từ thao tác của con người cũng như chiến lược lập lịch sản xuất. Nếu có thể nắm bắt trạng thái hoạt động thực tế của từng thiết bị theo thời gian thực, doanh nghiệp sẽ có cơ sở vững chắc để tối ưu hóa việc điều độ và vận hành toàn bộ dây chuyền sản xuất.

Điểm mù quản lý do khoảng cách dữ liệu
Mặc dù nhà máy đã triển khai hệ thống MES để ghi nhận một phần lịch sử sản xuất, nhưng bản thân các máy cắt PCB lại chưa được tích hợp mô-đun phản hồi trạng thái tự động. Điều này khiến thời gian hoạt động thực tế và nguyên nhân dừng máy quan trọng không thể được định lượng một cách chính xác. Mỗi ngày, tổ trưởng phải thủ công ghi chép “thời gian hoạt động ước tính” của từng máy, sau đó kỹ sư tiếp tục tổng hợp bằng tay. Quy trình này không chỉ tốn nhiều thời gian và công sức, mà còn không thể phản ánh kịp thời các tình huống bất thường.
Ngoài ra, trong quá trình cắt PCB, các tình trạng dừng máy phổ biến như
“thay dao cắt”, “chờ vật liệu”, “nhân viên rời vị trí làm việc”
thường bị xem là sự kiện không bất thường và không được đưa vào hệ thống ghi nhận chính thức. Tuy nhiên, những khoảng dừng ngắn nhưng xảy ra thường xuyên này khi tích lũy lại đã ảnh hưởng nghiêm trọng đến mức độ sẵn sàng của thiết bị.
Nghiêm trọng hơn, trong một số ca đêm, đội ngũ quản lý khó có thể nắm bắt tình trạng vận hành tại hiện trường theo thời gian thực, dẫn đến việc máy móc ở trạng thái đèn vàng chờ đợi trong thời gian dài mà không được xử lý kịp thời, gây ra sự lãng phí công suất tiềm ẩn.
Tổng hợp các điểm đau
1. Thiếu dữ liệu hoạt động theo thời gian thực
Thông tin hoạt động gốc phụ thuộc vào ghi chép thủ công, dễ bị thiếu sót, chậm trễ hoặc không chính xác.
2. Dừng máy không mong muốn chưa được định lượng
Các tình huống như thay dao, chờ vật liệu, nhân viên rời vị trí chưa được ghi nhận một cách hệ thống, khiến việc phân tích nguyên nhân thực sự ảnh hưởng đến năng suất trở nên khó khăn.
3. Khoảng cách thông tin trong quản lý ca đêm
Quản lý ca đêm khó nắm bắt trạng thái hiện trường, dẫn đến xử lý bất thường chậm trễ và kéo dài thời gian chờ đèn vàng.
4. Không thể phân loại và theo dõi nguyên nhân dừng máy
Không phân biệt được giữa vấn đề thao tác con người và sự cố thiết bị, khiến các biện pháp cải tiến thiếu cơ sở triển khai.
5. Bất thường dao cắt và tuổi thọ chưa được kết hợp với giám sát trạng thái thiết bị
Khi hiệu suất cắt giảm hoặc tỷ lệ lỗi tăng cao, hệ thống vẫn hiển thị “đèn xanh”, khiến các dấu hiệu bất thường khó được nhận diện thông qua chỉ số hiệu suất hoạt động.
Làm thế nào để giám sát?
Hệ thống quản lý hiệu suất thiết bị OEE
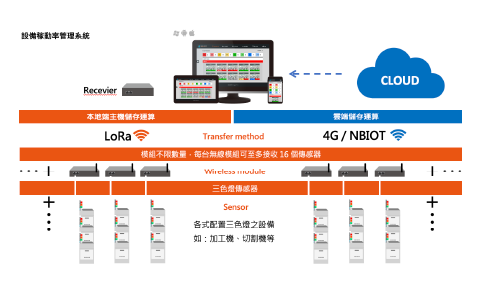
Thông qua tín hiệu đèn ba màu hiện có, kết hợp với cảm biến và mô-đun truyền dữ liệu không dây, hệ thống xây dựng một giải pháp giám sát đèn ba màu có mức độ xâm nhập thấp, giúp thu thập trạng thái vận hành thiết bị một cách tự động và hiệu quả.
Tình trạng đo lường
Để giải quyết các vấn đề nêu trên, Good-Tech đã hợp tác với nhà máy và đề xuất một giải pháp đơn giản nhưng hiệu quả cao:
tận dụng tín hiệu đèn ba màu hiện có, kết hợp cảm biến và mô-đun truyền dữ liệu không dây để xây dựng hệ thống giám sát đèn ba màu có mức độ xâm nhập thấp.
Tín hiệu đèn ba màu của mỗi máy cắt PCB được thu thập thông qua cảm biến điện áp hoặc mô-đun tách tín hiệu PLC, sau đó chuyển đổi thành tín hiệu số tiêu chuẩn và truyền về hệ thống.
Hệ thống tự động phân loại: đèn xanh là “đang vận hành”, đèn đỏ là “dừng máy bất thường”, và đèn vàng là “chờ xử lý hoặc đang chuyển đổi công đoạn”.
Dữ liệu được đồng bộ theo thời gian thực lên hệ thống phân tích OEE và có thể hiển thị trên bảng điều khiển trung tâm, máy tính của quản lý hoặc thiết bị di động.
Hệ thống cũng hỗ trợ thống kê dữ liệu lịch sử, cho phép xuất báo cáo xu hướng OEE theo ca làm việc, theo ngày hoặc theo tuần, bao gồm tổng thời gian dừng máy, tần suất và tỷ lệ phân bố nguyên nhân.

Hiệu quả triển khai
Nâng cao hiệu suất và tối ưu quy trình
Sau khoảng một tháng triển khai hệ thống giám sát đèn ba màu, đội ngũ kỹ thuật đã nhanh chóng phát hiện nhiều vấn đề tiềm ẩn:
1. Hai máy đời cũ có tỷ lệ vận hành ca đêm thấp bất thường. Qua điều tra cho thấy nhân sự ca đêm chưa quen với quy trình thay dao, khiến thời gian đèn vàng kéo dài.
----- Sau khi tăng cường đào tạo cho ca đêm, tỷ lệ vận hành tại khu vực này đã được cải thiện từ 75% lên 88%.
2. Phân tích nguyên nhân dừng máy cho thấy thời gian thay dao chiếm trung bình khoảng 30% tổng thời gian dừng máy mỗi ngày.
Nhóm dự án sau đó chuyển sang cơ chế thay dao định kỳ, giúp giảm khoảng 20% thời gian thay dao đột xuất.
3. Thông qua đối chiếu giữa thời gian vận hành và dữ liệu sản xuất, hệ thống đã xác định được một ca làm việc thường quên dừng máy sau khi hoàn tất sản xuất, dẫn đến tình trạng đèn xanh báo sai.
----- Hệ thống cung cấp chức năng so sánh tỷ lệ vận hành theo từng dây chuyền trong ngày, giúp người dùng nhanh chóng phát hiện và khắc phục vấn đề.
Đồng thời, nhờ khả năng truy cập từ xa để theo dõi trạng thái và tỷ lệ vận hành của từng thiết bị, tần suất巡查 hiện trường của quản lý đã giảm khoảng 30%.
Các kỹ sư có thể tập trung nhiều hơn vào công tác phòng ngừa bất thường và cải thiện tỷ lệ đạt chất lượng sản phẩm.
Tổng thể, trong vòng ba tháng sau khi triển khai, nhà máy đã nâng cao tỷ lệ vận hành trung bình toàn dây chuyền khoảng 9,4%, đồng thời xây dựng được mô hình tham chiếu cho việc mở rộng sang các thiết bị khác trong tương lai.
| Loại vấn đề | Hiệu quả đạt được |
|---|---|
| Thống kê tỷ lệ vận hành tự động | Hệ thống ghi nhận thời gian vận hành, chờ và dừng máy theo tín hiệu đèn ba màu, cho phép xuất dữ liệu OEE theo thời gian thực. |
| Xác định nút thắt và nguồn bất thường | Dữ liệu phân loại dừng máy (thay dao, chờ vật liệu, đổi lô…) cung cấp cơ sở ra quyết định để cải thiện quy trình và lập lịch sản xuất. |
| Theo dõi từ xa theo thời gian thực | Quản lý có thể truy cập trạng thái thiết bị qua thiết bị di động nội bộ, nâng cao hiệu quả quản lý. |
| Đào tạo và phân bổ nhân lực | Dữ liệu tỷ lệ vận hành phản ánh sự khác biệt giữa các nhân sự vận hành, hỗ trợ đào tạo có trọng điểm và điều chỉnh lịch làm việc. |
| Hiệu suất thiết bị tổng thể | Sau ba tháng triển khai, tỷ lệ vận hành trung bình tăng khoảng 9,4%, đồng thời giảm hơn 30% thời gian巡查 thiết bị của kỹ sư. |
Kết luận
Từ tín hiệu đèn đến dữ liệu – hướng tới hiện trường sản xuất minh bạch
Trước đây, đèn ba màu chỉ đơn thuần là những tín hiệu trực quan tại hiện trường sản xuất.
Ngày nay, chúng hoàn toàn có thể trở thành nền tảng dữ liệu cho sản xuất thông minh.
Thông qua việc thu thập tín hiệu đơn giản kết hợp với hệ thống xử lý dữ liệu phía sau,
doanh nghiệp không chỉ thay thế được việc ghi chép mang tính chủ quan,
mà còn có thể xây dựng hệ thống quản lý tỷ lệ vận hành thiết bị theo hướng
tức thời – trực quan – có thể phân tích.
Trong ngành PCB – nơi có đặc tính vòng quay cao và yêu cầu độ chính xác lớn –
những thiết bị không nằm trên dây chuyền chính nhưng mang tính then chốt như máy cắt bảng
thường dễ trở thành nút thắt công suất do thiếu sự minh bạch trong quản lý.
Trường hợp triển khai này cho thấy một giải pháp có chi phí thấp, khả năng mở rộng cao,
đồng thời chứng minh rằng chỉ cần bắt đầu từ những chi tiết nhỏ tại hiện trường,
doanh nghiệp đã có thể từng bước hiện thực hóa lộ trình
sản xuất thông minh và tự động hóa trong tương lai.
Bạn có đang gặp khó khăn trong việc nắm bắt chính xác tình trạng vận hành của thiết bị trên dây chuyền sản xuất?
Máy móc đã bị nhàn rỗi bao lâu? Khi sự cố xảy ra, có được xử lý kịp thời hay không?
Có bao nhiêu thiết bị thường xuyên hỏng hóc nhưng không xác định được nguyên nhân?
Thời gian chờ vật liệu kéo dài bao lâu?
Trong bối cảnh thiếu hụt nhân lực, làm thế nào một người có thể quản lý cùng lúc nhiều máy móc?
Hệ thống quản lý hiệu suất thiết bị OEE
Phù hợp với mọi loại thiết bị trong nhà máy có trang bị đèn ba màu,
như máy gia công CNC, máy cắt, máy routing, v.v.
Cảm biến quang học đi kèm có thể lắp đặt nhanh chóng và đơn giản.
Thông qua việc thu thập và tích lũy dữ liệu từ cảm biến,
hệ thống sẽ tự động tổng hợp trạng thái vận hành của từng thiết bị,
tính toán tỷ lệ vận hành (OEE) và hiển thị bằng dữ liệu trực quan.
Nhờ đó, người dùng có thể dễ dàng nắm bắt tình trạng dây chuyền sản xuất
và đưa ra quyết định quản lý chính xác hơn.

Hệ thống quản lý hiệu suất thiết bị OEE
Mọi lúc・Mọi nơi・Nắm bắt hiệu suất vận hành
Các câu hỏi thường gặp (FAQ)
Tỷ lệ hoạt động thiết bị OEE là gì?
OEE (Overall Equipment Effectiveness) hay Hiệu suất thiết bị tổng thể, là một chỉ số quan trọng để đo lường hiệu quả sản xuất thực tế của thiết bị. OEE chủ yếu bao gồm ba chỉ số: mức độ sẵn sàng (Availability), hiệu suất (Performance) và chất lượng (Quality). Nó có thể hỗ trợ doanh nghiệp hiểu rõ mức độ sử dụng thiết bị và hiệu suất dây chuyền sản xuất, làm cơ sở quan trọng để cải thiện quản lý sản xuất.
Tại sao các nhà máy PCB cần triển khai hệ thống quản lý OEE?
Sản xuất PCB thuộc ngành công nghiệp quay vòng nhanh và độ chính xác cao, hiệu suất hoạt động của thiết bị ảnh hưởng trực tiếp đến thời gian giao hàng, năng lực sản xuất và cấu trúc chi phí. Thông qua hệ thống quản lý OEE, có thể nắm bắt theo thời gian thực tình trạng thiết bị, hiệu suất sản xuất và thông tin ngừng máy, giúp nhanh chóng phát hiện các điểm tắc nghẽn năng lực và nâng cao tỷ lệ sử dụng thiết bị.
Đèn ba màu tính toán tỷ lệ hoạt động của thiết bị như thế nào?
Bằng cách lắp đặt cảm biến quang học để thu thập tín hiệu đèn ba màu của thiết bị, có thể tự động xác định các trạng thái hoạt động, chờ và bất thường của thiết bị. Sau khi hệ thống chuyển đổi trạng thái đèn thành dữ liệu, nó có thể tự động tính toán tỷ lệ hoạt động của thiết bị, thay thế phương pháp ghi chép thủ công, nâng cao hiệu quả quản lý và độ chính xác của dữ liệu.
Tỷ lệ hoạt động của thiết bị thấp thường cho thấy vấn đề gì?
Tỷ lệ hoạt động của thiết bị thấp thường cho thấy thời gian ngừng máy quá dài, lên lịch sản xuất kém, thiết bị hỏng hóc thường xuyên, nhân viên thao tác không đúng hoặc thời gian chờ vật liệu quá lâu. Thông qua hệ thống OEE, có thể phân tích sâu hơn các nguyên nhân gốc rễ gây sụt giảm hiệu suất.
Hệ thống OEE có thể hỗ trợ quản lý những thông tin nào?
Hệ thống OEE có thể hiển thị theo thời gian thực tình trạng thiết bị, tỷ lệ hoạt động, thời gian ngừng máy, hiệu suất sản xuất, các sự kiện bất thường, tiến độ bảo trì và dữ liệu xu hướng trong quá khứ. Nó cũng có thể tích hợp với các hệ thống của bên thứ ba như ERP, MES, CRM để hỗ trợ doanh nghiệp xây dựng một kiến trúc quản lý kỹ thuật số hoàn chỉnh.
Lợi ích của việc triển khai hệ thống quản lý tỷ lệ hoạt động thiết bị OEE là gì?
Sau khi triển khai hệ thống OEE, có thể nâng cao tỷ lệ sử dụng thiết bị, giảm thời gian ngừng máy, giảm chi phí tuần kiểm thủ công, nắm bắt nhanh các tình huống bất thường và cải thiện hiệu quả sản xuất. Trong trường hợp này, thông qua việc quản lý dữ liệu đèn ba màu, đã phát hiện thành công vấn đề báo cáo khống đèn xanh và nâng cao tỷ lệ hoạt động trung bình của toàn bộ dây chuyền lên khoảng 9,4% trong vòng ba tháng.
Đọc thêm
Ảnh hưởng của vi rung động môi trường đối với máy Laser Grooving?
Làm thế nào để đảm bảo chất lượng sản xuất ốc vít và ngăn ngừa hư hỏng khuôn?
Sự cố hàn đinh tán tự động gây ra liên kết vật thể kém?
Độ ổn định cắt của máy khoan và taro có ảnh hưởng đến chất lượng sản phẩm không?
Hệ thống quản lý tỷ lệ hoạt động thiết bị OEE
Quản lý tỷ lệ hoạt động của thiết bị
Tốc độ bảo trì tăng 7 lần, tiết kiệm ngân sách bảo dưỡng hàng năm