
监诊实绩

应用领域

常见问题
晶圆研磨平整度不均匀?
监诊实绩|晶圆研磨平整度不均匀?对于研磨过程中因为机台设备异常导致晶圆平整度不佳,表面粗糙度不佳、倒角异常、边抛异常?
研磨/抛光加工
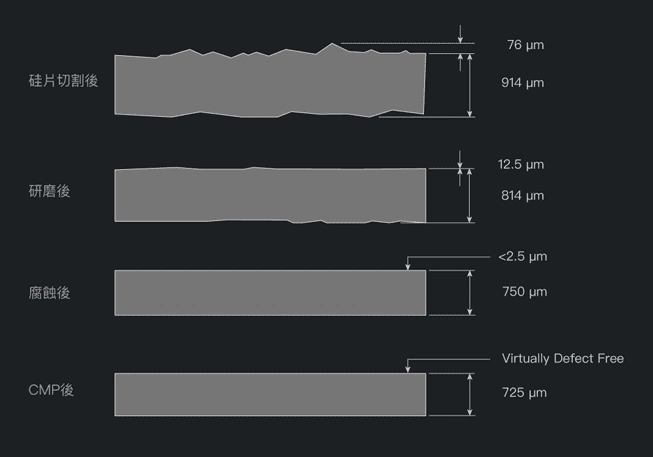
研磨/抛光加工晶圆研磨前会将特殊膜贴在研磨晶圆的背面,以确保正面IC不会受到损坏,然后开始进行研磨阶段。晶圆研磨(Back Grinding)主要是将晶圆通过背面打磨使厚度控制在能接受的范围内,抛光目的在于改善前制程所留下的微缺陷,提高晶圆平坦度,让微粒不易附着。
在研磨的过程中,晶圆片的厚薄度,也都会影响 IC 片最后的完成度。如:晶圆片太厚造成散热不良,太薄又容易导致破片。加上近来12吋晶圆需求越来越高,研磨制程的难度也就更加提高。
如何解决
研磨/抛光机台品质监测研磨及抛光制程决定晶圆最终厚度及表面粗糙度,制程中振动讯号过大,同样会造成晶圆平整度不佳、表面粗糙度不佳、倒角异常、边抛异常等结果,藉由机台监测,提早检知机械问题。若有发现产品异常,亦可以回溯量测数据来厘清异常原因。
量测状况
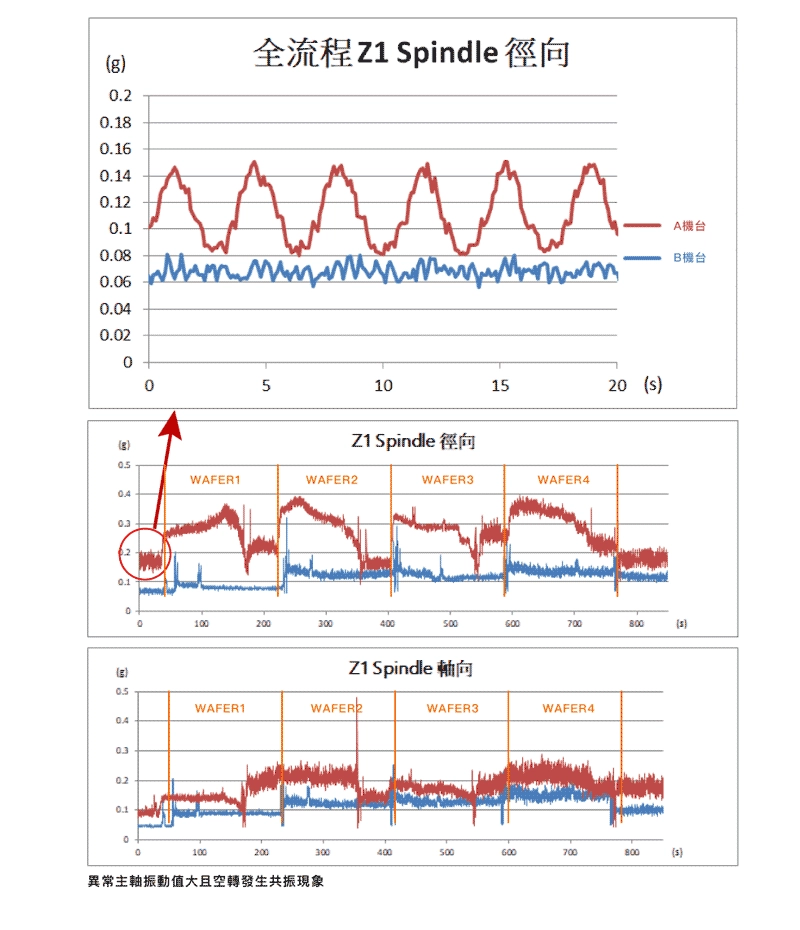
由下图中可得知,研磨过程中,藉由量测垂直晶圆表面的动态振动变化,可以确认晶圆受力变化是否有受到设备振动变化的影响。当转台主轴异常时,振动值过大且空转所造成的共振现象,容易造成晶圆片破片的损耗率提升。
测量结论
使用晶圆研磨/抛光机研磨目的在于改善制程前所留下的微缺陷,提高晶圆的平坦度,让微粒子不易附着。晶圆会经过锯片、研磨、机械抛光、化学抛光等程序。
对于设备的精度要求极高,在研磨的过程中,容易造成晶圆破裂(破片)、刮伤的状况发生,因此使用者需要能完整监测设备运转时流程的监测规划,以避免晶圆因为设备机况的异常而造成的损失。

VMS-ML 机械学习智能监控系统
为各别动作进行监测与诊断
常见问题(FAQ)
晶圆研磨平整度不均匀可能与设备振动有关吗?
有关。晶圆研磨与抛光製程需要高度稳定的主轴与转台运转状态,若设备在研磨过程中产生过大的动态振动,可能造成晶圆受力不均,进而导致平整度不佳、表面粗糙度增加、倒角异常或边抛异常等问题。
Back Grinding 製程为什么需要监测主轴振动?
Back Grinding 主要是透过晶圆背面研磨控制晶圆厚度,若主轴振动异常或空转时产生共振,可能造成研磨力量不稳、厚度控制不良,甚至提高晶圆破片与刮伤风险。因此,监测主轴振动可协助提前发现机械异常,降低製程损失。
晶圆太厚或太薄会造成什么问题?
晶圆厚度会影响 IC 最终产品品质。晶圆太厚可能造成散热不良,晶圆太薄则容易提高破片风险。随着 12 吋晶圆需求增加,研磨製程难度也提高,因此需要透过稳定的设备监测确保厚度控制与加工品质。
如何判断晶圆研磨异常是否来自机台状态?
可透过量测垂直晶圆表面的动态振动变化,观察晶圆受力是否受到设备振动影响。若发现产品异常,也可回溯监测数据,检查主轴振动、空转共振或其他设备机况变化,协助釐清异常来源。
主轴空转共振会对晶圆研磨造成什么影响?
当转台主轴异常时,振动值过大且空转产生共振,可能使晶圆在研磨过程中承受不稳定力量,增加破片、刮伤与研磨不均的风险。若未即时监测,容易造成良率下降与设备维修成本增加。
导入晶圆研磨/抛光机台监测有什么效益?
导入机台监测后,可提前检知主轴振动、转台异常、共振与机械状态变化,协助使用者掌握完整设备运转流程。当产品发生平整度、表面粗糙度或破片问题时,也能透过历史量测数据回溯异常原因,支援预知保养与製程品质改善。