
監診實績

應用領域

常見問題
晶圓研磨平整度不均勻?
監診實績|晶圓研磨平整度不均勻?#半導體領域
#轉子馬達
#預知保養
對於研磨過程中因為機台設備異常導致晶圓平整度不佳,表面粗糙度不佳、倒角異常、邊拋異常?
研磨/拋光加工
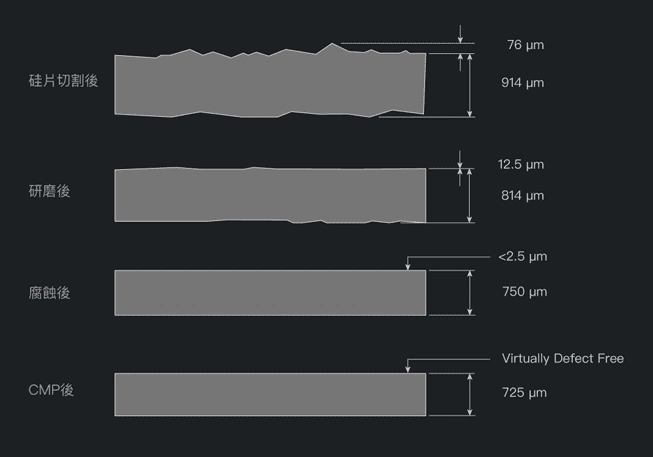
研磨/拋光加工晶圓研磨前會將特殊膜貼在研磨晶圓的背面,以確保正面IC不會受到損壞,然後開始進行研磨階段。晶圓研磨(Back Grinding)主要是將晶圓通過背面打磨使厚度控制在能接受的範圍內,拋光目的在於改善前製程所留下的微缺陷,提高晶圓平坦度,讓微粒不易附著。
在研磨的過程中,晶圓片的厚薄度,也都會影響 IC 片最後的完成度。如:晶圓片太厚造成散熱不良,太薄又容易導致破片。加上近來12吋晶圓需求越來越高,研磨製程的難度也就更加提高。
如何解決
研磨/拋光機台品質監測研磨及拋光製程決定晶圓最終厚度及表面粗糙度,製程中振動訊號過大,同樣會造成晶圓平整度不佳、表面粗糙度不佳、倒角異常、邊拋異常等結果,藉由機台監測,提早檢知機械問題。若有發現產品異常,亦可以回溯量測數據來釐清異常原因。
量測狀況
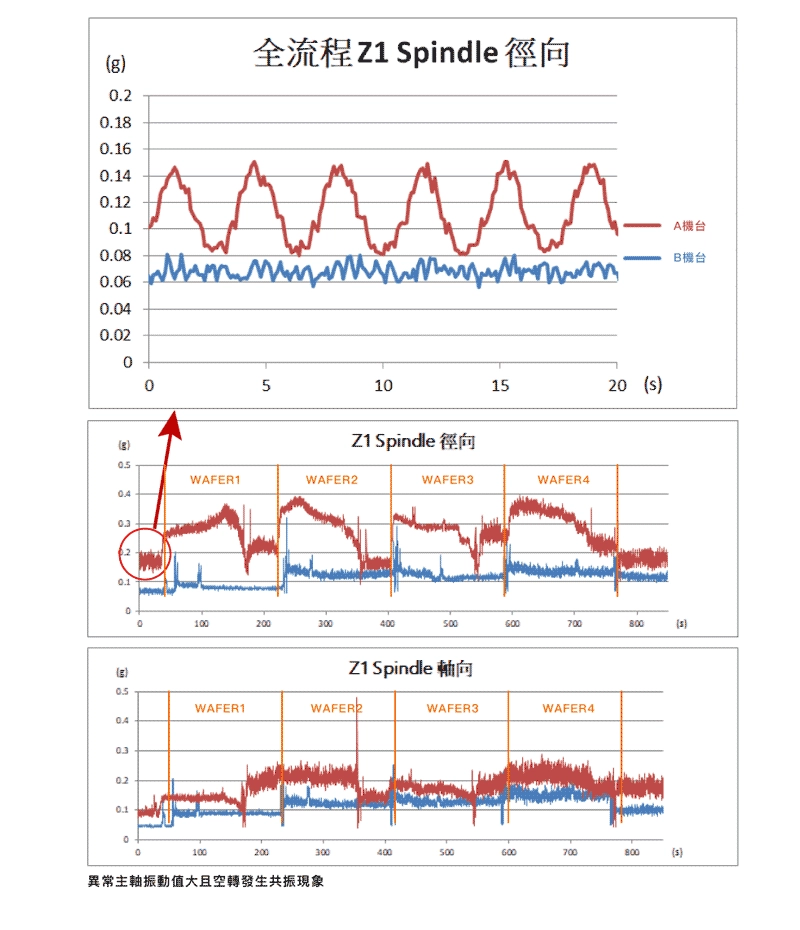
由下圖中可得知,研磨過程中,藉由量測垂直晶圓表面的動態振動變化,可以確認晶圓受力變化是否有受到設備振動變化的影響。當轉台主軸異常時,振動值過大且空轉所造成的共振現象,容易造成晶圓片破片的損耗率提升。
測量結論
使用晶圓研磨/拋光機研磨目的在於改善製程前所留下的微缺陷,提高晶圓的平坦度,讓微粒子不易附著。晶圓會經過鋸片、研磨、機械拋光、化學拋光等程序。
對於設備的精度要求極高,在研磨的過程中,容易造成晶圓破裂(破片)、刮傷的狀況發生,因此使用者需要能完整監測設備運轉時流程的監測規劃,以避免晶圓因為設備機況的異常而造成的損失。

VMS-ML 機械學習智能監控系統
為各別動作進行監測與診斷
常見問題(FAQ)
晶圓研磨平整度不均勻可能與設備振動有關嗎?
有關。晶圓研磨與拋光製程需要高度穩定的主軸與轉台運轉狀態,若設備在研磨過程中產生過大的動態振動,可能造成晶圓受力不均,進而導致平整度不佳、表面粗糙度增加、倒角異常或邊拋異常等問題。
Back Grinding 製程為什麼需要監測主軸振動?
Back Grinding 主要是透過晶圓背面研磨控制晶圓厚度,若主軸振動異常或空轉時產生共振,可能造成研磨力量不穩、厚度控制不良,甚至提高晶圓破片與刮傷風險。因此,監測主軸振動可協助提前發現機械異常,降低製程損失。
晶圓太厚或太薄會造成什麼問題?
晶圓厚度會影響 IC 最終產品品質。晶圓太厚可能造成散熱不良,晶圓太薄則容易提高破片風險。隨著 12 吋晶圓需求增加,研磨製程難度也提高,因此需要透過穩定的設備監測確保厚度控制與加工品質。
如何判斷晶圓研磨異常是否來自機台狀態?
可透過量測垂直晶圓表面的動態振動變化,觀察晶圓受力是否受到設備振動影響。若發現產品異常,也可回溯監測數據,檢查主軸振動、空轉共振或其他設備機況變化,協助釐清異常來源。
主軸空轉共振會對晶圓研磨造成什麼影響?
當轉台主軸異常時,振動值過大且空轉產生共振,可能使晶圓在研磨過程中承受不穩定力量,增加破片、刮傷與研磨不均的風險。若未即時監測,容易造成良率下降與設備維修成本增加。
導入晶圓研磨/拋光機台監測有什麼效益?
導入機台監測後,可提前檢知主軸振動、轉台異常、共振與機械狀態變化,協助使用者掌握完整設備運轉流程。當產品發生平整度、表面粗糙度或破片問題時,也能透過歷史量測數據回溯異常原因,支援預知保養與製程品質改善。
尋找半導體封裝相關監測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
