
监诊实绩

应用领域

常见问题
吐胶机气压不足造成异常?
监诊实绩|吐胶机气压不足造成异常?在自动化点胶(或称吐胶)系统中,气动帮浦(Air Pump)扮演着核心推动角色。胶体从储胶桶到达点胶阀,靠的便是气动帮浦所提供的稳定气压。当 AIR PUMP 作动正常时,胶水能以稳定、准确的流量输出至产品表面;一旦出现异常,则将直接冲击製程品质、良率与设备稳定性。
气动帮浦 AIR PUMP 作动原理
气动帮浦的基本运作仰赖压缩空气驱动内部活塞,使胶体依据控制逻辑持续被推送至出胶阀。压缩空气透过电磁阀控制进气与排气,配合活塞往返产生吸入与排出动作,驱使胶体以一定压力前进,完成「推送胶体 → 控制阀开启 → 吐胶」的过程。
此一结构虽然简单,却极度依赖压力稳定性与帮浦活塞的机械完整性。一旦压力失衡、活塞卡滞或空气洩漏,即会导致胶水流动中断或量值偏差,进而影响吐胶品质。

吐胶机气压不足造成的影响
当 AIR PUMP 出现异常,其对吐胶品质的冲击可分为以下几个主要面向:
1. 胶量不均:气压不稳将导致每次吐胶量不一致,严重者会形成胶珠堆积或胶量不足,造成结构不牢或外溢。
2. 断胶现象:若活塞动作不连贯或有内部摩擦,可能在连续涂胶过程中出现间歇性「空吐」,产生断胶线。
3. 点胶延迟:压力建立不即时,导致吐胶启动缓慢,使胶点落位偏移。
4. 回吸失效滴胶:异常会影响吐胶后的回吸动作,使胶嘴持续滴胶,汙染产品或机臺。
5. 异音与过热:润滑不足或机构磨耗会导致帮浦作动异常,产生异音甚至热熔现象,进一步加剧系统失效。
监测说明
DB 画胶监测系统
利用监测 AIR PUMP 供气量,设置气压表头截取类比讯号监测,系统透过边缘运算波形特徵,平均值、最大值、标准差,设定上下门槛同时将特徵值上传 FDC 方便管理各机台 AIR PUMP 运行状况。
量测状况
AIRPUMP OFFLINE 量测 (量测地点一)
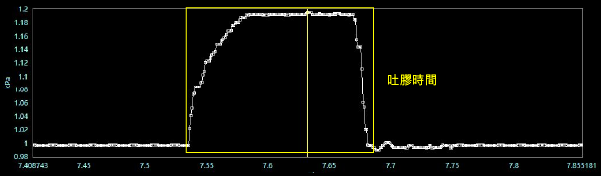
AIR PUMP 第一代,手动触发吐胶约100ms,真空回吸最大,吐胶压力100Kpa
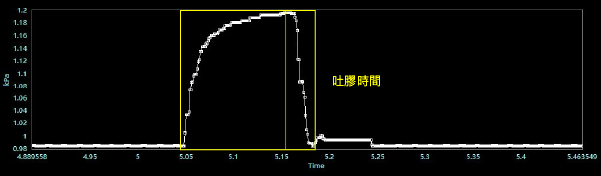
AIR PUMP 第二代,吐胶设定值为100ms,真空回吸最大,吐胶压力100Kpa
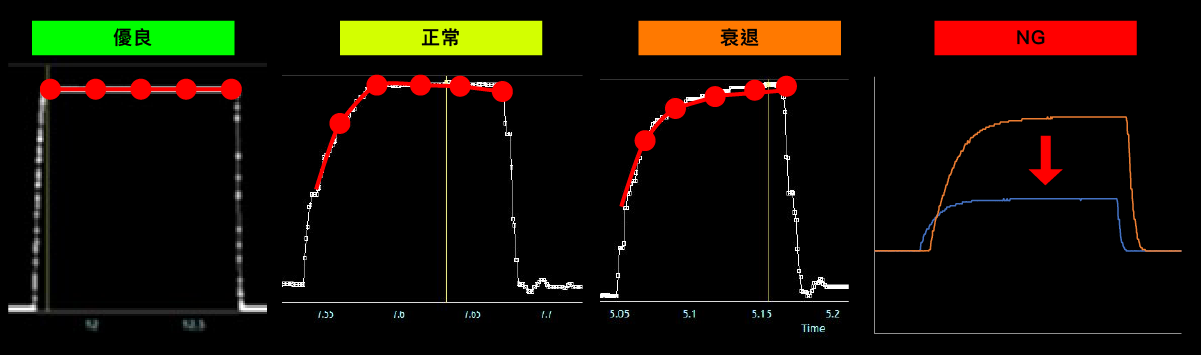
AIR PUMP 作动气压讯号比较
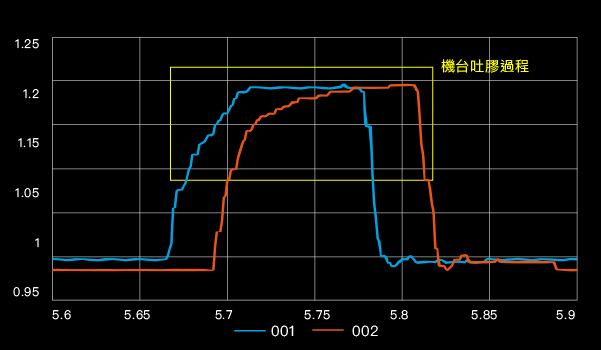
・不同机台从开始吐胶到结束差异管理。
・机台最佳吐胶状态为开始到结束保持稳压。
AIRPUMP ONLINE量测 (量测地点二)

气压不足、压力下降,出胶气量不连续性
正常出胶
AIR PUMP 气压量不足差异
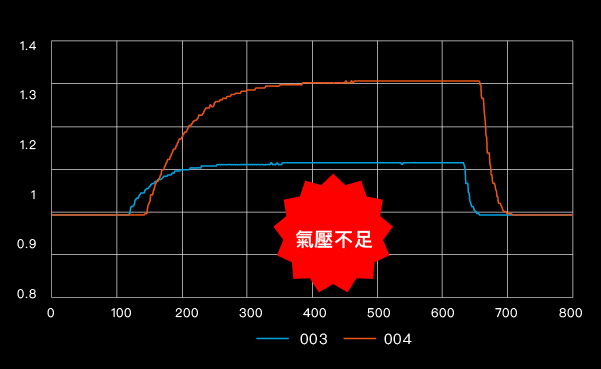
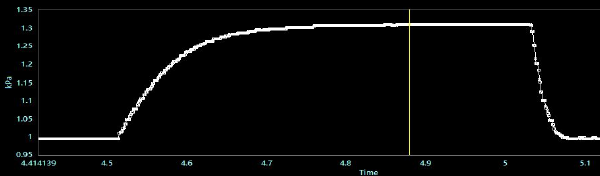
模拟气压不足无法正常出胶情况
・产线机台:吐胶时间 500ms/吐胶压力为 86 Kpa。
・产线分接气管后造成气量不足的异常。
・测试中出气管分管后供气明显不足无法出胶。
・将吐胶压力增加至149Kpa恢復正常吐胶。
量测结果
・监测每一次吐胶气压动态讯号
・确保每次运行气量均匀如一
・根据产品别设定之吐胶气量,按精度标准设定监测门槛
・每次动作皆存取数据档,提供日后异常分析
・以动态流程区间数据做趋势图,作为日后第二种异常判别标准
结论
综合而言,AIR PUMP 老化,造成气密不足,导致压力间歇波动。结果产品外观胶线歪斜、胶水残留机构件表面,造成不良率的提高,需人工清洁与返工,极大影响产线节拍与人力成本。该异常初期不易察觉,仅从成品良率观察出变化,错失黄金修復时机。藉由导入 DB 画胶监测系统,精准找出问题点。
AIR PUMP 虽然在整体划胶系统中只是一环,却对于点胶稳定性与製程良率具高度关联。一旦其运作异常,将对产品品质、产线节奏与人力成本产生连锁效应。因此,建议製造业者应从源头建立气动帮浦的监测与维保制度,并透过数据化手段提升异常反应速度与准确性。唯有如此,才能真正落实高良率、高效率的自动化生产目标。
常见问题(FAQ)
吐胶机 Air Pump 气压不足会造成什么异常?
吐胶机 Air Pump 气压不足会造成胶量不均、断胶、点胶延迟、回吸失效滴胶、胶线歪斜与胶水残留等问题。由于气动帮浦负责提供稳定压力推送胶体,一旦压力不足或间歇波动,就会直接影响出胶稳定性与产品外观品质。
为什么 Air Pump 对吐胶品质很重要?
Air Pump 是自动化点胶或吐胶系统中的核心推动元件,主要透过压缩空气驱动活塞,将胶体从储胶桶推送至点胶阀。若气压稳定,胶水能以固定流量输出;若气压不稳,则容易造成每次吐胶量不同,进而影响良率与製程稳定性。
Air Pump 老化为什么会导致吐胶异常?
Air Pump 老化后可能出现气密不足、活塞磨耗、润滑不足、内部摩擦增加或空气洩漏等问题,导致压力建立不稳定。这类异常初期不一定容易从外观看出,通常会先反映在气压波形、出胶量、胶线外观或良率变化上。
DB 画胶监测系统如何监测 Air Pump?
DB 画胶监测系统可透过气压表头截取 Air Pump 供气量的类比讯号,并利用边缘运算分析波形特徵,例如平均值、最大值与标准差。系统可设定上下门槛,并将特徵值上传至 FDC,协助管理各机台 Air Pump 的运行状况。
Air Pump 监测可以判断每一次吐胶是否稳定吗?
可以。透过监测每一次吐胶时的气压动态讯号,可确认每次运行气量是否均匀一致,并依照产品别设定不同吐胶气量与监测门槛。系统也可保存每次动作数据,作为日后异常追溯与趋势分析的依据。
导入 Air Pump 气压监测有什么效益?
导入 Air Pump 气压监测后,可提前发现气压不足、气密下降、压力波动与出胶不连续等问题,避免只从成品良率下降才发现异常。这有助于降低不良率、减少人工清洁与返工、维持产线节拍,并提升自动化吐胶製程的稳定性。