
Case

Application

FAQ
Abnormalities Caused by Insufficient Air Pressure in the Glue Dispensing Machine?
Case|Abnormalities Caused by Insufficient Air Pressure in the Glue Dispensing Machine?In automated dispensing systems (also known as glue dispensing), the air pump plays a central driving role. The stable air pressure provided by the air pump is essential for transferring the adhesive from the storage tank to the dispensing valve. When the air pump operates normally, the adhesive can be dispensed onto the product surface with a stable and precise flow rate. However, if any malfunction occurs, it directly impacts process quality, yield, and equipment stability.
Operating Principle of the Air Pump
The basic operation of an air pump relies on compressed air to drive an internal piston, continuously pushing adhesive toward the dispensing valve according to control logic. The compressed air is regulated by solenoid valves to control intake and exhaust, coordinating with the piston’s reciprocating motion to create suction and discharge actions. This mechanism drives the adhesive forward under constant pressure, completing the process of
“pushing adhesive → opening control valve → dispensing”.
Although this structure is simple, it heavily depends on pressure stability and the mechanical integrity of the pump piston. Any imbalance in pressure, piston jamming, or air leakage may result in flow interruptions or deviation in output volume, ultimately affecting the quality of dispensing.

Impact of Insufficient Air Pressure in the Glue Dispensing Machine
When an abnormality occurs in the air pump, its impact on dispensing quality can be categorized into the following major aspects:
1. Uneven Dispensing Volume: Unstable air pressure leads to inconsistent glue output, potentially causing glue accumulation or insufficient application, resulting in weak bonding or overflow.
2. Glue Breaks: If the piston movement is inconsistent or experiences internal friction, intermittent "air shots" may occur during continuous dispensing, resulting in broken glue lines.
3. Dispensing Delay: Delay in pressure buildup causes slow start-up of dispensing, leading to glue drops being displaced.
4. Dripping Due to Failed Suction Back: Abnormalities affect the post-dispensing suction-back function, causing the nozzle to drip and contaminate the product or machine.
5. Abnormal Noise and Overheating: Insufficient lubrication or component wear can cause pump malfunction, generating unusual noise or even heat melting, further accelerating system failure.
Monitoring Description
DB Glue Dispensing Monitoring System
By monitoring the air supply to the air pump, the system captures analog signals via a pressure gauge. Through edge computing, it analyzes waveform features including average value, maximum value, and standard deviation. Upper and lower thresholds are set, and feature values are uploaded to the FDC (Fault Detection and Classification) system for effective management of air pump operation across all machines.
Measurement Conditions
AIR PUMP OFFLINE Measurement (Location 1)
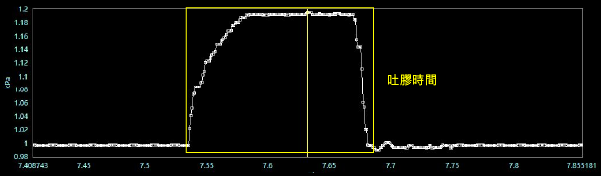
First-generation AIR PUMP, manually triggered dispensing at approximately 100ms, maximum vacuum suction, dispensing pressure 100 KPa.
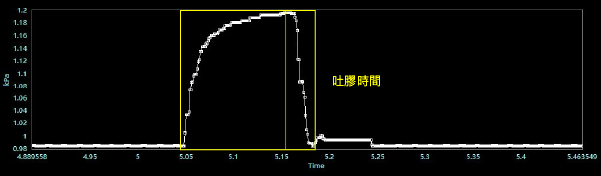
Second-generation AIR PUMP, dispensing set time at 100ms, maximum vacuum suction, dispensing pressure 100 KPa.
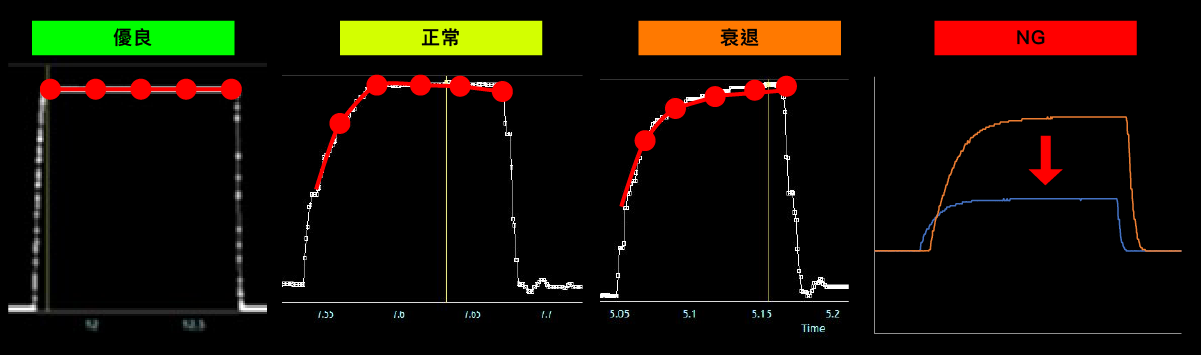
Comparison of AIR PUMP Actuation Air Pressure Signals
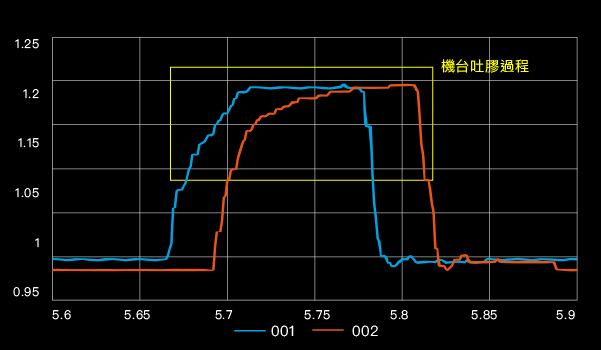
・Comparison of dispensing duration across different machines.
・Optimal dispensing condition is achieved when pressure remains stable from start to end.
AIR PUMP ONLINE Measurement (Location 2)

Insufficient air pressure, pressure drop, and discontinuous dispensing airflow.
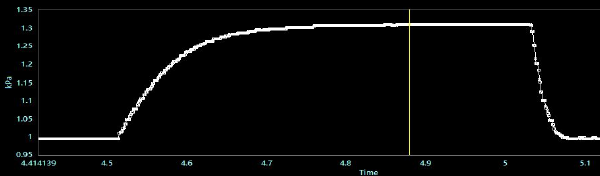
Normal dispensing
Differences Caused by Insufficient AIR PUMP Pressure
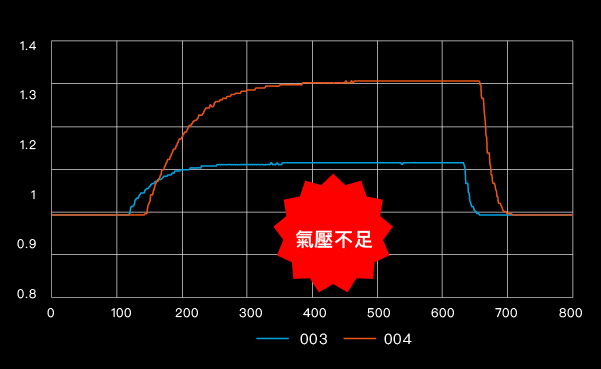
Simulation of dispensing failure due to insufficient air pressure
・Production line machine: dispensing time 500ms / dispensing pressure 86 KPa.
・Abnormality caused by air insufficiency due to split air pipe on the production line.
・During testing, air supply was clearly insufficient after splitting the outlet pipe, causing dispensing failure.
・Dispensing returned to normal after increasing pressure to 149 KPa.
Measurement Results
・Monitor dynamic air pressure signals for each dispensing action
・Ensure consistent air volume for every operation
・Set monitoring thresholds according to product-specific dispensing air volume and precision standards
・Store data logs for each action to support future anomaly analysis
・Generate trend charts from interval data of dynamic processes to serve as a secondary standard for anomaly detection
Conclusion
In summary, aging of the air pump leads to air leakage and intermittent pressure fluctuations. The result is skewed glue lines on product surfaces and adhesive residue on components, increasing defect rates, requiring manual cleaning and rework—severely impacting production cycle times and labor costs. This type of abnormality is difficult to detect in its early stages and is often only noticed through declining yield, resulting in missed opportunities for timely maintenance. By introducing the DB Glue Dispensing Monitoring System, the root cause can be precisely identified.
Although the air pump is only one component of the overall dispensing system, it is highly correlated with dispensing stability and process yield. Once it malfunctions, it creates a ripple effect impacting product quality, line rhythm, and manpower costs. Therefore, manufacturers are advised to establish a monitoring and maintenance system for air pumps at the source, using data-driven methods to enhance response speed and diagnostic accuracy. Only through such measures can high-yield, high-efficiency automated production truly be achieved.
FAQ
What abnormalities are caused by insufficient air pressure in the dispenser's Air Pump?
Insufficient air pressure in the dispenser's Air Pump can cause problems such as uneven dispensing, glue breakage, dispensing delay, suck-back failure causing dripping, skewed glue lines, and glue residue. Since the pneumatic pump is responsible for providing stable pressure to push the fluid, once the pressure is insufficient or fluctuates intermittently, it will directly affect dispensing stability and product appearance quality.
Why is the Air Pump important to dispensing quality?
The Air Pump is a core driving component in automated dispensing systems. It mainly uses compressed air to drive the piston, pushing the fluid from the fluid reservoir to the dispensing valve. If the air pressure is stable, the glue can be output at a fixed flow rate; if the air pressure is unstable, it is easy to cause varying dispensing volumes each time, which in turn affects the yield and process stability.
Why does Air Pump aging lead to dispensing abnormalities?
After the Air Pump ages, issues such as insufficient airtightness, piston wear, lack of lubrication, increased internal friction, or air leaks may occur, leading to unstable pressure build-up. These types of abnormalities are not always easily visible initially, but are usually first reflected in changes in the air pressure waveform, dispensing volume, glue line appearance, or yield rate.
How does the DB dispensing monitoring system monitor the Air Pump?
The DB dispensing monitoring system can capture the analog signal of the Air Pump's air supply through the air pressure gauge, and uses edge computing to analyze waveform features, such as the average, maximum, and standard deviation. The system allows setting upper and lower thresholds and uploading the feature values to the FDC, assisting in managing the operational status of the Air Pump for each machine.
Can Air Pump monitoring determine if every dispensing action is stable?
Yes. By monitoring the dynamic air pressure signal during each dispensing action, it can confirm whether the air volume of each operation is uniform and consistent, and different dispensing air volumes and monitoring thresholds can be set according to the product type. The system can also save the data of each action as a basis for future anomaly traceability and trend analysis.
What are the benefits of implementing Air Pump air pressure monitoring?
After implementing Air Pump air pressure monitoring, problems such as insufficient air pressure, reduced airtightness, pressure fluctuations, and discontinuous dispensing can be detected in advance, avoiding the discovery of abnormalities only when the finished product yield drops. This helps reduce the defect rate, minimize manual cleaning and rework, maintain production line rhythm, and improve the stability of the automated dispensing process.