
Thực tế

Ứng dụng

Hỏi đáp
Cấu trúc máy gia công phức tạp, làm sao xác định nguyên nhân bất thường?
Thực tế giám sát|Cấu trúc máy gia công phức tạp, làm sao xác định nguyên nhân bất thường?Máy gia công tổng hợp có cấu trúc phức tạp, chỉ cần một bộ phận nhỏ phát sinh bất thường cũng sẽ phản ánh trực tiếp lên sản phẩm. Làm thế nào để nhanh chóng truy vết lỗi và kiểm soát chất lượng máy gia công?
Đặc điểm quy trình của máy gia công tổng hợp
Máy gia công sử dụng động cơ làm nguồn lực, thông qua hệ thống dây đai truyền động để quay phôi và dao cắt, tạo ra quá trình cắt gọt. Kết hợp với hệ thống điều khiển số bằng máy tính, quy trình sản xuất trở nên chính xác và hiệu quả hơn. Máy được ứng dụng rộng rãi, trong một số công đoạn còn sử dụng tay robot thay thế con người để vận chuyển và hoàn tất quy trình.
Khi độ chính xác gia công ngày càng cao, cấu trúc của máy gia công tổng hợp cũng trở nên phức tạp hơn. Các bộ phận tương tác và ảnh hưởng lẫn nhau, chỉ cần xảy ra bất thường sẽ dẫn đến lỗi chất lượng sản phẩm. Vậy làm thế nào để đảm bảo tình trạng chất lượng của máy, tránh mài mòn trục chính và các bất thường trong quy trình gia công?

Trục chính máy gia công ảnh hưởng trực tiếp đến chất lượng quy trình
Máy gia công tổng hợp chủ yếu gồm trục chính, cơ cấu truyền động kết hợp và cơ cấu dẫn động chuyển động. Trong đó, chất lượng trục chính là yếu tố quan trọng nhất, ảnh hưởng lớn nhất đến chất lượng quy trình. Khi đảm bảo được tình trạng trục chính, có thể nắm bắt trạng thái cốt lõi của thiết bị. Trục chính có nhiều dạng như: truyền động trực tiếp, bánh răng, dây đai và trục chính tích hợp.
Ghi nhận quỹ đạo làm việc trục X của máy phay
Do cấu trúc máy gia công phức tạp, mối quan hệ cộng hưởng giữa vỏ máy và bàn làm việc có thể gây rung động sản phẩm hoặc mài mòn bất thường. Vì vậy cần xác nhận xem trong quá trình trục chính hoạt động, quỹ đạo làm việc có xuất hiện rung động bất thường hay không, đồng thời kiểm tra xem vít me và ray trượt có phát sinh rung động liên đới hay không.
Rung động tay robot ảnh hưởng gián tiếp đến sản phẩm
Khi xảy ra hư hỏng sản phẩm, nguyên nhân không chỉ đến từ máy công cụ. Trong một số công đoạn, tay robot được sử dụng để thay thế con người nhằm đảm bảo độ chính xác. Nếu quá trình vận chuyển xảy ra bất thường, có thể gây hư hỏng hoặc lệch vị trí sản phẩm. Vì vậy, tay robot vận chuyển cũng rất quan trọng và cần được đưa vào giám sát.
Giải pháp và mô tả giám sát
VMS-PM Máy phân tích động lực học cơ khí
Thông qua máy phân tích động lực học cơ khí để kiểm tra và chẩn đoán, tại đây chúng tôi sử dụng VMS-PM nhằm đánh giá trạng thái cấu trúc của từng bộ phận trong máy gia công tổng hợp.
Để nắm bắt tình trạng trục chính, có thể sử dụng các chức năng đo chất lượng rung động trục chính và cân bằng động.
Chức năng chất lượng rung động theo tốc độ quay được dùng để kiểm tra rung động quỹ đạo làm việc trục X của máy phay, đồng thời thông qua phân tích phổ tần để so sánh và đánh giá tín hiệu động của tay robot.
Tình trạng đo lường

Mô tả hạng mục đo lường
# Chất lượng trục chính: Đánh giá rung động trục chính và đo cân bằng động trục chính.
# Ghi nhận rung động hành trình trục X của bàn máy: Chuyển động trục X, so sánh giữa vỏ máy và bàn máy.
# Đo động học tay máy: Xác nhận tính nhất quán của tín hiệu động.
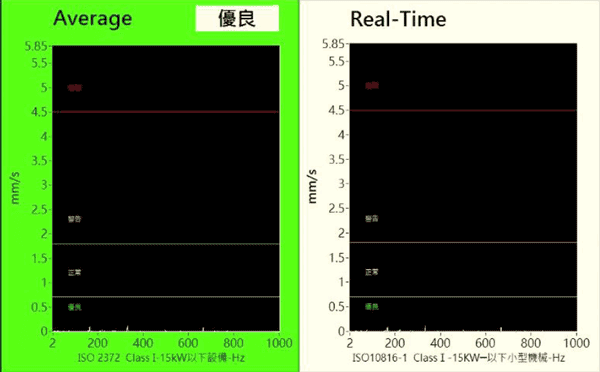
Áp dụng tiêu chuẩn ISO cho chất lượng trục chính
ISO-10816: Trục chính truyền động trực tiếp, truyền động bánh răng, truyền động dây đai
Loại đo lường: Máy quay cỡ nhỏ, máy quay cỡ trung, máy quay cỡ lớn
Dải tốc độ: 120–15000 RPM
Điều kiện thử nghiệm: Thử nghiệm trong điều kiện không tải
Nguyên tắc phân loại: Công suất, chiều cao trục, kết cấu (mềm/dẻo hoặc cứng)
ISO-17243: Trục chính dạng tích hợp (Built-in Spindle)
Giới hạn loại ổ trục: Ổ lăn
Dải tốc độ: 600–30000 RPM
Loại trục chính: Trục chính tích hợp
Điều kiện thử nghiệm: Thử nghiệm trong điều kiện không tải (không cắt, không phay, không mài)
Nguyên tắc phân loại: Công suất, tốc độ tối đa, loại ổ trục (bi, con lăn)
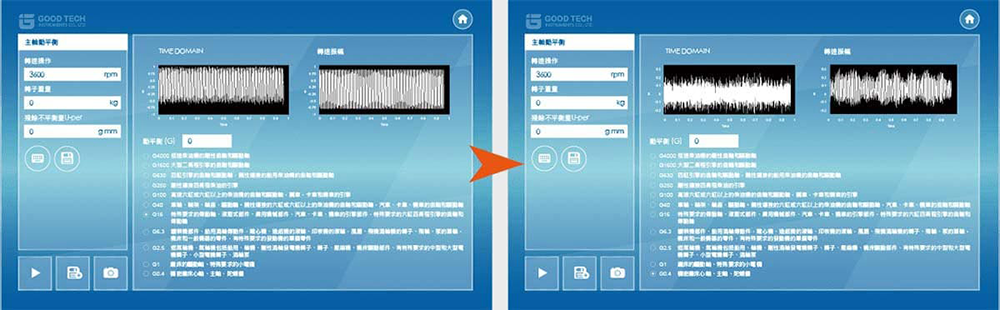
Giám sát chất lượng cân bằng động
Phần lớn các máy móc quay được hiệu chỉnh cân bằng động định kỳ nhằm tránh rung động quá mức do mất cân bằng gây ra hư hỏng cơ khí. Chức năng này giám sát cấp độ cân bằng động tại tốc độ quay hiện tại. Người dùng có thể thiết lập tiêu chuẩn cấp độ; khi vượt ngưỡng, thiết bị sẽ phát cảnh báo.
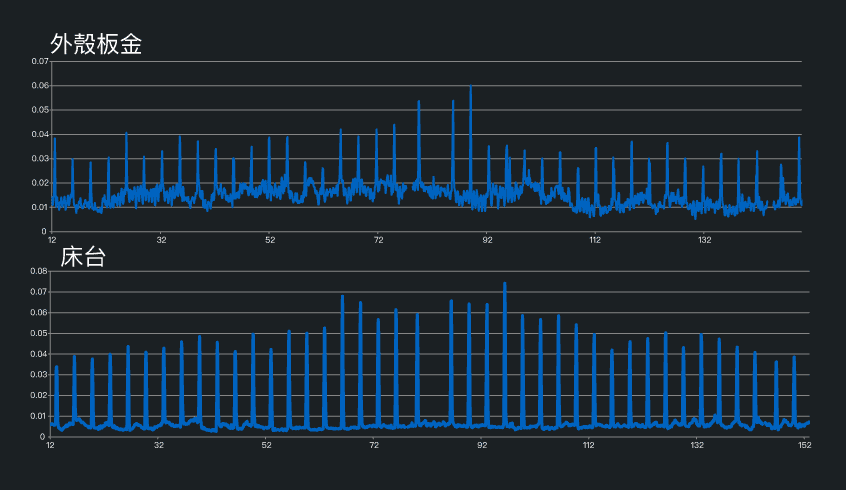
Ghi nhận rung động quỹ đạo trục X của bàn phay
• Mỗi bước có khoảng thời gian ~3,3–3,4 giây
• Có thể sử dụng khoảng thời gian và tín hiệu rung gia tốc làm cơ sở đánh giá chất lượng động của trục X

Đo động học cánh tay robot – so sánh tín hiệu
Chu kỳ 1 và 2 có cùng chu kỳ. Ở chu kỳ 1 xuất hiện đỉnh tín hiệu động rõ rệt tại giây 3,2 (gia tốc hoặc phanh), trong khi chu kỳ 2 không có. Đây là sai khác động học rõ ràng, khuyến nghị kiểm tra thêm.
Kết luận đo lường
VMS-PM – Thiết bị phân tích động học cơ khí được thiết kế chuyên dụng cho máy công cụ. Thông qua các chức năng phân tích động học cơ khí, thiết bị có thể nhanh chóng kiểm tra và đánh giá tình trạng của từng bộ phận trên máy công cụ, từ đó tránh hư hỏng sớm của trục chính, kéo dài tuổi thọ các linh kiện, nắm bắt chính xác tình trạng máy để tối ưu hoá quy trình gia công, hướng tới mục tiêu thông minh hoá máy công cụ.
Thiết bị phân tích động học cơ khí
Thiết bị phân tích động học cơ khí
Hỗ trợ thông minh hoá máy công cụ
Các câu hỏi thường gặp (FAQ)
Tại sao trung tâm gia công dễ xảy ra các bất thường khó tìm ra nguyên nhân?
Trung tâm gia công bao gồm nhiều bộ phận như trục chính, cơ cấu truyền động phức hợp, cơ cấu truyền động di chuyển, thanh trượt, trục vít và cánh tay robot. Các bộ phận này ảnh hưởng lẫn nhau, khi một khâu xảy ra bất thường, nó thường phản ánh lên chất lượng sản phẩm, do đó rất khó để xác định trực tiếp nguyên nhân.
Bộ phận nào quan trọng nhất ảnh hưởng đến chất lượng gia công CNC?
Trục chính của máy gia công là bộ phận cốt lõi quan trọng nhất ảnh hưởng đến chất lượng quy trình. Nếu trục chính bị mài mòn, rung động bất thường hoặc mất cân bằng động, rất dễ gây ra sai lệch kích thước gia công, giảm chất lượng bề mặt và rút ngắn tuổi thọ dụng cụ cắt.
Giám sát cân bằng động trục chính là gì?
Giám sát cân bằng động là đánh giá xem máy móc quay có bị phân bổ khối lượng không đồng đều khi vận hành hay không. Nếu trục chính mất cân bằng động, nó sẽ làm tăng độ rung, tăng tốc độ mài mòn vòng bi, giảm chất lượng gia công, thậm chí dẫn đến hư hỏng thiết bị.
Cánh tay robot có ảnh hưởng đến chất lượng gia công không?
Có. Một số quy trình chính xác sử dụng cánh tay robot để vận chuyển phôi gia công. Nếu cánh tay bị rung lắc, tăng giảm tốc độ bất thường hoặc sai lệch định vị trong quá trình vận chuyển, nó có thể gây hư hỏng sản phẩm, sai lệch vị trí hoặc lỗi gia công sau đó, do đó nó cũng phải được đưa vào phạm vi giám sát.
VMS-PM hỗ trợ khắc phục sự cố máy công cụ CNC như thế nào?
Máy phân tích động lực cơ khí VMS-PM có thể thông qua các chức năng như chất lượng rung động trục chính, đo lường cân bằng động, phân tích chất lượng rung động giữa các tốc độ quay và phân tích phổ, giúp nhanh chóng nắm bắt trạng thái hoạt động của trục chính, thanh trượt, bàn làm việc và cánh tay robot, hỗ trợ tìm ra nguồn gốc của sự cố.
Lợi ích của việc triển khai giám sát thiết bị CNC là gì?
Thông qua giám sát thiết bị, có thể phát hiện sớm các vấn đề như mài mòn trục chính, bất thường cân bằng động, rung động thanh trượt và bất thường của cánh tay robot, giúp giảm rủi ro ngừng máy đột xuất, kéo dài tuổi thọ thiết bị, nâng cao chất lượng gia công và tỷ lệ hoạt động của thiết bị, đồng thời thiết lập cơ chế bảo trì dự đoán.
Đọc thêm
Rung lắc bất thường ở máy đục lỗ tốc độ cao gây ra phế phẩm?
Sự cố hàn kim loại tấm ô tô gây ra liên kết kém?
Mạt vụn kẹt trong máy tiện kiểu Thụy Sĩ ảnh hưởng đến chất lượng quy trình?
Sự cố khuôn dập gây ra một lượng lớn phế phẩm?
Máy phân tích động lực cơ khí VMS-PM
Giám sát thiết bị sản xuất
Tốc độ bảo trì tăng 7 lần, tiết kiệm ngân sách bảo dưỡng hàng năm