
监诊实绩

应用领域

常见问题
高速冲孔网机异常晃动造成不良品?
监诊实绩|高速冲孔网机异常晃动造成不良品?高速冲孔网机进行快速冲压时,若有异常晃动、振动,容易造成不良品的产生,该如何提早避免?
高速冲孔网机加工特性
高速冲孔网机的加工制程特性为金属冲压少样多量生产,主要材质料件为钢、铝、不锈钢等。常见于制作音响上的喇叭金属网板。在制作过程中,扩张延展生产的过程中,较不会产生废料,能够节省大量材料成本。
什么是金属网板(扩张网)
金属网板(扩张网)的多孔特性,除了能够保护扬声器内部精密元件外,由于外形符合现代感,灵活使用且使用寿命长,现已被广泛应用延伸至建筑装潢、车辆通风气窗、建筑工地设施、水泥补强、防护栏等等。网板经由加工设计后,其孔洞能够具有多种形状、大小及颜色,形状例如菱形、圆形、六边型等。
由于高速冲孔网机,冲剪工艺快速,因此机台一有异常晃动或是位置不一致,容易造成不良品的产生。该如何确认每次作动是否一致?

解决与监测说明
VMS-ML 机器学习智能监控系统
高速冲孔网机由于加工速度快,模具将影响其产品品质极大,若能事先确保模具品质,就能避免大量不良品的产生。因此我们藉由量测模具的品质,透过机器学习其加工动态讯号及规范管理,经由次数累积并定义加工状况,进行可视化管理。根据长时间状态趋势下,能够提早了解模具状态,进而拦截不良品的产生。
量测状况

设备运行可视化管理
动态讯号可视化管理是把量测到的数值直接转换成可以直观形象理解的图形或图像表示方式,进而发现制程隐含的讯息做为日后线上监控的依据。
#门槛式管理:短版直驱开关动作,管理做动行为量化大小。
#机械学习管理:机台运行经机械学习管理后确认每次做动是否一致。
#抓出异常讯号:对于冲压机台而言,高速冲压的讯号相当密集,传统的上下限门槛已不符使用。
利用 VMS-ML 机器学习智能监控系统 能够学习正确规范,以此对照正常制程,容易快速抓出不符合制程的异常讯号。
需要快速排查异常原因可利用 VMS-PH 设备动态管理分析仪 动态分析功能排查异常原因。
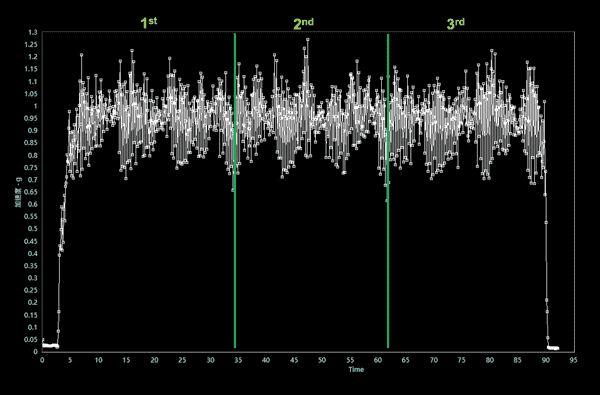
利用机器智能学习监控系统,学习制程订制正确讯号规范。
图为学习扩张网机三次产品加工动态讯号
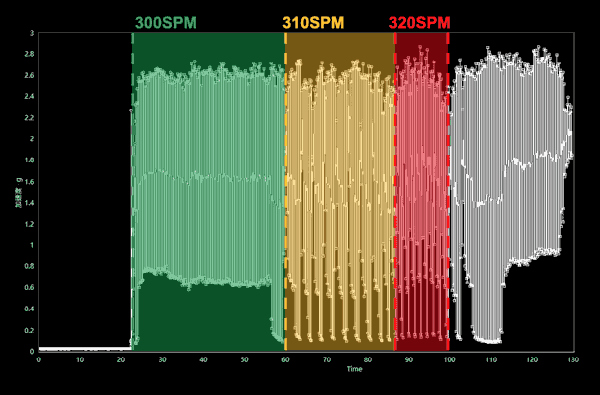
利用动态分析功能可藉由不同转速的加工讯号定义机台加工状况,做可视化管理定义晃动时序差异。

机器学习建立正常时序规范与异常发生时的时序比对。
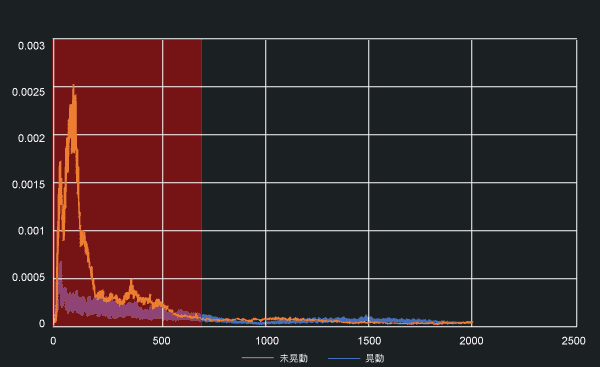
机台晃动会在低频段产生可藉由频谱分析量测机台晃动情况。
测量结论
对于机台晃动可藉由VMS-PH 设备动态管理分析仪的『动态分析』与『频谱分析』量测作为机台状况管理规范。厂内对于马达、主轴、螺杆、滑轨、XYZ轴运行、加工平台避震状况检测设备可使用 VMS-PM机械动态分析仪 。
后续机台加工状况监控方案可使用 VMS-ML 机器学习智能监控系统管理。
VMS-ML 机器学习智能监控系统
VMS-ML 机器学习智能监控系统
及时拦截不良品
常见问题(FAQ)
高速冲孔网机为什么需要监测机台晃动?
高速冲孔网机加工速度快,若机台在快速冲压过程中出现异常晃动、振动或位置不一致,容易造成金属网板孔位偏移、加工品质不稳与不良品产生。因此需要透过动态讯号监测确认每次作动是否一致。
高速冲孔网机主要应用在哪些产品?
高速冲孔网机常用于金属网板或扩张网加工,材料包含钢、铝与不鏽钢等。常见应用包含音响喇叭金属网板、建筑装潢、车辆通风气窗、建筑工地设施、水泥补强与防护栏等。
机台晃动会如何影响金属网板品质?
金属网板具有多孔结构,孔洞形状、尺寸与排列一致性都会影响产品品质。若高速冲压时机台晃动或模具状态不稳,可能造成孔洞尺寸不一致、外观偏差、加工位置误差与大量不良品。
VMS-ML 如何监测高速冲孔网机?
VMS-ML 机器学习智能监控系统可学习正确製程中的加工动态讯号,建立标准讯号规范。当后续加工讯号与正常规范不一致时,系统可快速抓出异常讯号,协助现场即时判断模具或机台状态是否异常。
为什么高速冲压不适合只用上下限门槛管理?
高速冲压讯号非常密集,单纯使用上下限门槛不容易判断每次作动时序是否一致。透过机器学习管理,可比对完整加工动作 Pattern,更适合用来辨识高速冲孔网机的细微异常与时序差异。
导入高速冲孔网机监测有什么效益?
导入监测后,可将设备运行状态可视化,透过动态分析与频谱分析掌握机台晃动情况,并长期追踪模具状态。这有助于提早发现异常、拦截不良品、降低材料浪费,并建立后续线上监控与预知保养依据。