
监诊实绩

应用领域

常见问题
切割斜刀造成晶圆片切割不良?
监诊实绩|斜刀切割晶圆片不良?切割不整齐、不均匀或有缺陷的切割表面,除了影响Die的品质,也进一步影响制成的元件或晶片的性能。
晶圆切割机割刀
晶圆切割机的割刀精准度是确保半导体制程中精确切割的关键因素之一。割刀的精准度影响晶圆切割的精度和表面品质。割刀精准度关键因素如:刀刃的几何形状和尺寸的一致性,有助于提高切割的精准度。割刀的安装需确保刀具与切割机的机构正确对齐。任何安装误差都可能导致切割不准确,因此在安装过程中需要谨慎操作。
另外切割机的机构也需要注意,以确保刀具在切割过程中能够保持稳定。自动化控制系统有助于实现更高的割刀精准度。这包括高解析度的位置控制、精确的速度控制和实时反馈系统,以确保切割的精准度和一致性。为了确保割刀的精度,会实施严格的品质控制程序,包括在制造和安装过程中的检测和调整。此外,定期的保养和校正也是确保割刀精准度的关键步骤。

刀具异常的影响:
在将Wafer 切割成Die 的制程中,如果遇到刀具异常,可能会造成多方面的损失:
产品品质降低:切割不整齐、不均匀或有缺陷的切割表面,影响 Die 的品质也进一步影响制成的元件或晶片的性能。
产品数量减少:切割失败或晶圆片损坏,这会使得该片 Die 数量减少,进而减少最终产品的产量。
制程停机时间增加:当异常发生时,可能需要停机进行检修或更换刀具。这会导致制程停机时间的增加,影响整体生产效率。可能还需要进行额外的测试和修复工作,进一步增加成本。
客户满意度降低:若因刀具异常而导致产品品质降低或交货延误,这可能影响客户满意度,尤其是在半导体行业这种高度竞争的领域。
为了最小化这些损失,实施严格的品质控制和定期的设备维护,包括刀具的定期更换和检修,以确保切割制程的稳定性和品质。因此,需要监测系统监测切割品质,即时检测刀具异常,避免因小失大。
如何检测?
VMS-PH 设备动态品质分析仪
比较正常刀、斜刀、异常刀的状况,透过快速傅立叶(FFT)转后后频谱观察割刀差异,以较精细频谱讯号来观察讯号变异。
量测状况
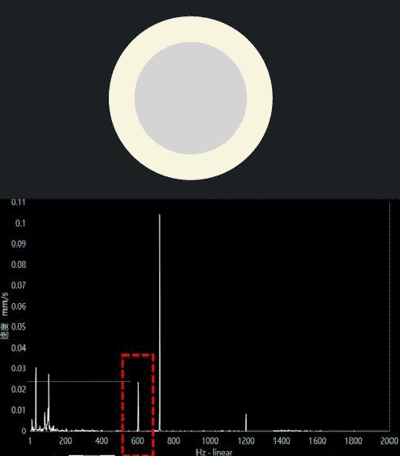
状况1:正常 切割机割刀
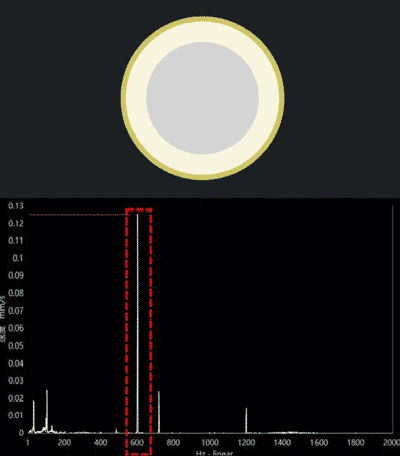
状况2:斜刀 切割机割刀
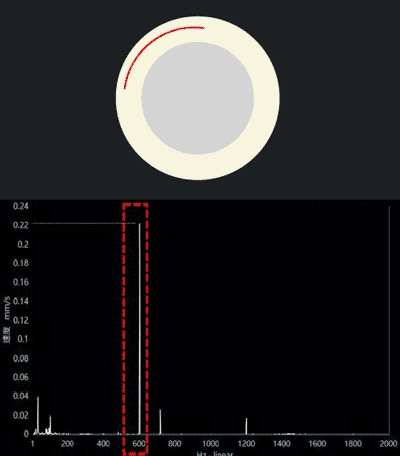
状况3:异常 切割机割刀
| 项目 | 振动值 | 差异率 | |
|---|---|---|---|
| 正常刀 | 0.024 | ---- | 0 % |
| 斜刀 | 0.124 | 0.1 | 416.6 % |
| 异常刀 | 0.223 | 0.199 | 829.2 % |
测量结论
VMS-PH能够明显检出好刀、斜刀、异常刀讯号差异,规划以FFT转换后频谱之指定频率振幅作为监测割刀品质之特征值。
VMS-PH 设备动态分析仪
VMS-PH 设备动态分析仪
精确找到设备问题症结点
常见问题(FAQ)
晶圆切割机割刀异常会造成什么问题?
晶圆切割机割刀异常可能造成切割不整齐、不均匀或切割表面缺陷,进而影响 Die 品质与后续元件或晶片性能。若切割失败或晶圆片损坏,也可能导致 Die 数量减少、製程停机时间增加与生产成本上升。
切割斜刀为什么会造成晶圆片切割不良?
切割斜刀会使刀具与晶圆切割路径产生偏差,导致切割深度、角度或切割面不稳定。当刀具无法保持正确几何形状、尺寸一致性与安装对位时,可能造成切割不准、表面缺陷与晶圆损伤。
VMS-PH 如何检测正常刀、斜刀与异常刀?
VMS-PH 设备动态品质分析仪可量测晶圆切割机割刀在不同状态下的振动讯号,并透过快速傅立叶转换 FFT 将讯号转为频谱资料。透过比较正常刀、斜刀与异常刀的频谱特徵,可明显检出割刀品质差异。
正常刀、斜刀与异常刀的振动值差异是多少?
本案例中,正常刀振动值为 0.024,斜刀振动值为 0.124,差异率约 416.6%;异常刀振动值为 0.223,差异率约 829.2%。这代表斜刀与异常刀在振动讯号上皆明显高于正常刀,可作为割刀品质判断依据。
为什么要用 FFT 频谱分析判断割刀品质?
FFT 频谱分析可将时间域振动讯号转换为频率域讯号,让工程人员观察特定频率下的振幅变化。当割刀出现斜刀、磨耗或异常状态时,频谱讯号会产生可辨识差异,因此可规划指定频率振幅作为监测割刀品质的特徵值。
导入晶圆切割机割刀监测有什么效益?
导入割刀监测后,可即时检测刀具异常,避免因斜刀或异常刀造成晶圆切割不良、Die 品质下降、产品数量减少与製程停机。透过建立割刀品质特徵值,也可支援后续线上监测与预知保养规划。