
監診實績

應用領域

常見問題
切割斜刀造成晶圓片切割不良?
監診實績|斜刀切割晶圓片不良?切割不整齊、不均勻或有缺陷的切割表面,除了影響 Die 的品質,也進一步影響製成的元件或晶片的性能。
晶圓切割機割刀
晶圓切割機的割刀精準度是確保半導體製程中精確切割的關鍵因素之一。割刀的精準度影響晶圓切割的精度和表面品質。割刀精準度關鍵因素如:刀刃的幾何形狀和尺寸的一致性,有助於提高切割的精準度。割刀的安裝需確保刀具與切割機的機構正確對齊。任何安裝誤差都可能導致切割不準確,因此在安裝過程中需要謹慎操作。
另外切割機的機構也需要注意,以確保刀具在切割過程中能夠保持穩定。自動化控制系統有助於實現更高的割刀精準度。這包括高解析度的位置控制、精確的速度控制和實時反饋系統,以確保切割的精準度和一致性。為了確保割刀的精度,會實施嚴格的品質控制程序,包括在製造和安裝過程中的檢測和調整。此外,定期的保養和校正也是確保割刀精準度的關鍵步驟。

刀具異常的影響:
在將 Wafer 切割成 Die 的製程中,如果遇到刀具異常,可能會造成多方面的損失:
產品品質降低:切割不整齊、不均勻或有缺陷的切割表面,影響 Die 的品質也進一步影響製成的元件或晶片的性能。
產品數量減少:切割失敗或晶圓片損壞,這會使得該片 Die 數量減少,進而減少最終產品的產量。
製程停機時間增加:當異常發生時,可能需要停機進行檢修或更換刀具。這會導致製程停機時間的增加,影響整體生產效率。可能還需要進行額外的測試和修復工作,進一步增加成本。
客戶滿意度降低:若因刀具異常而導致產品品質降低或交貨延誤,這可能影響客戶滿意度,尤其是在半導體行業這種高度競爭的領域。
為了最小化這些損失,實施嚴格的品質控制和定期的設備維護,包括刀具的定期更換和檢修,以確保切割製程的穩定性和品質。因此,需要監測系統監測切割品質,即時檢測刀具異常,避免因小失大。
如何檢測?
VMS-PH 設備動態品質分析儀
比較正常刀、斜刀、異常刀的狀況,透過快速傅立葉(FFT)轉後後頻譜觀察割刀差異,以較精細頻譜訊號來觀察訊號變異。
量測狀況
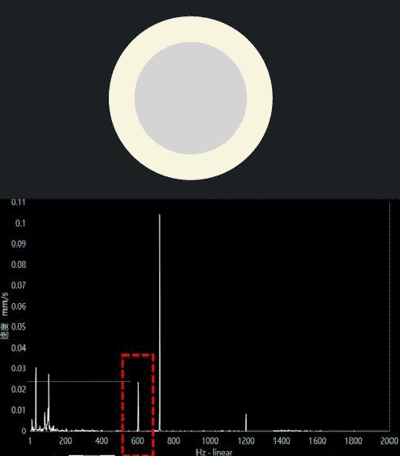
狀況1:正常 切割機割刀
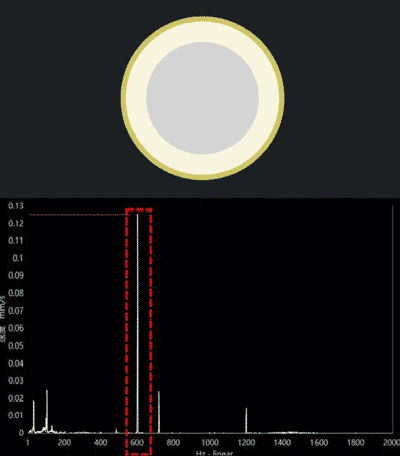
狀況2:斜刀 切割機割刀
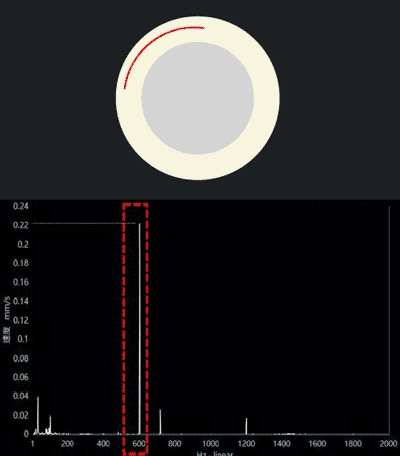
狀況3:異常 切割機割刀
| 項目 | 振動值 | 差異率 | |
|---|---|---|---|
| 正常刀 | 0.024 | ---- | 0 % |
| 斜刀 | 0.124 | 0.1 | 416.6 % |
| 異常刀 | 0.223 | 0.199 | 829.2 % |
測量結論
VMS-PH能夠明顯檢出好刀、斜刀、異常刀訊號差異,規劃以FFT轉換後頻譜之指定頻率振幅作為監測割刀品質之特徵值。
VMS-PH 設備動態分析儀
VMS-PH 設備動態分析儀
精確找到設備問題癥結點
常見問題(FAQ)
晶圓切割機割刀異常會造成什麼問題?
晶圓切割機割刀異常可能造成切割不整齊、不均勻或切割表面缺陷,進而影響 Die 品質與後續元件或晶片性能。若切割失敗或晶圓片損壞,也可能導致 Die 數量減少、製程停機時間增加與生產成本上升。
切割斜刀為什麼會造成晶圓片切割不良?
切割斜刀會使刀具與晶圓切割路徑產生偏差,導致切割深度、角度或切割面不穩定。當刀具無法保持正確幾何形狀、尺寸一致性與安裝對位時,可能造成切割不準、表面缺陷與晶圓損傷。
VMS-PH 如何檢測正常刀、斜刀與異常刀?
VMS-PH 設備動態品質分析儀可量測晶圓切割機割刀在不同狀態下的振動訊號,並透過快速傅立葉轉換 FFT 將訊號轉為頻譜資料。透過比較正常刀、斜刀與異常刀的頻譜特徵,可明顯檢出割刀品質差異。
正常刀、斜刀與異常刀的振動值差異是多少?
本案例中,正常刀振動值為 0.024,斜刀振動值為 0.124,差異率約 416.6%;異常刀振動值為 0.223,差異率約 829.2%。這代表斜刀與異常刀在振動訊號上皆明顯高於正常刀,可作為割刀品質判斷依據。
為什麼要用 FFT 頻譜分析判斷割刀品質?
FFT 頻譜分析可將時間域振動訊號轉換為頻率域訊號,讓工程人員觀察特定頻率下的振幅變化。當割刀出現斜刀、磨耗或異常狀態時,頻譜訊號會產生可辨識差異,因此可規劃指定頻率振幅作為監測割刀品質的特徵值。
導入晶圓切割機割刀監測有什麼效益?
導入割刀監測後,可即時檢測刀具異常,避免因斜刀或異常刀造成晶圓切割不良、Die 品質下降、產品數量減少與製程停機。透過建立割刀品質特徵值,也可支援後續線上監測與預知保養規劃。
尋找封裝領域設備監測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
