
実績

応用分野

質問集
斜めの刃での切割が原因で晶円片の切割不良?
実績|斜めの刃による晶円片の切割不良?不整然で不均一、または欠陥のある切割面は、ダイの品質に影響を与え、さらに製品やチップの性能に影響を及ぼします。
晶円切割機の切割刃
晶円切割機の切割刃の精度は、半導体製造プロセスにおいて正確な切割を実現するための重要な要素です。切割刃の精度は、晶円の切割精度や表面品質に影響を与えます。切割刃の精度に影響を与える主な要素は、刃先の幾何学的形状や寸法の一致性であり、これにより切割の精度が向上します。切割刃の取り付けは、切割機の構造と正確に調整されている必要があります。取り付けの誤差は、切割不正確を引き起こす可能性があるため、取り付け時には慎重に操作する必要があります。
さらに、切割機の構造も注意が必要で、切割中に刃が安定して動作するようにする必要があります。自動化制御システムは、より高精度な切割刃を実現するために役立ちます。これには、高解像度の位置制御、正確な速度制御、リアルタイムのフィードバックシステムが含まれ、切割の精度と一貫性を確保します。切割刃の精度を確保するためには、製造および取り付けプロセスにおける検査と調整を含む厳格な品質管理プログラムが実施されます。また、定期的なメンテナンスとキャリブレーションも切割刃の精度を確保するための重要なステップです。

刃物異常の影響:
Wafer を Die に切割する過程で刃物異常が発生した場合、以下のような損失が発生する可能性があります:
製品品質の低下:不整然で不均一、または欠陥のある切割面は、ダイの品質に影響を与え、製品やチップの性能に悪影響を及ぼします。
製品数の減少:切割失敗や晶円片の損傷により、そのダイの枚数が減少し、最終的な製品の生産量が減少します。
プロセスのダウンタイムの増加:異常が発生した場合、修理や刃物の交換が必要になることがあります。これによりプロセスのダウンタイムが増加し、全体の生産効率が影響を受けます。追加のテストや修復作業が必要になり、コストが増加します。
顧客満足度の低下:刃物異常により製品の品質が低下したり納期が遅れたりすると、特に半導体業界のような競争の激しい分野では顧客満足度に悪影響を与える可能性があります。
これらの損失を最小限に抑えるためには、厳格な品質管理と定期的な設備メンテナンスが必要です。これには刃物の定期的な交換や検査が含まれ、切割プロセスの安定性と品質を確保します。したがって、切割品質を監視するシステムを導入し、刃物異常を即座に検出し、問題を未然に防ぐことが重要です。
どのように検出するか?
VMS-PH 设备动态品质分析仪
正常な刃、斜めの刃、異常な刃の状態を比較し、高速フーリエ変換(FFT)後のスペクトルを観察することで、切割刃の差異を確認します。
計測状況
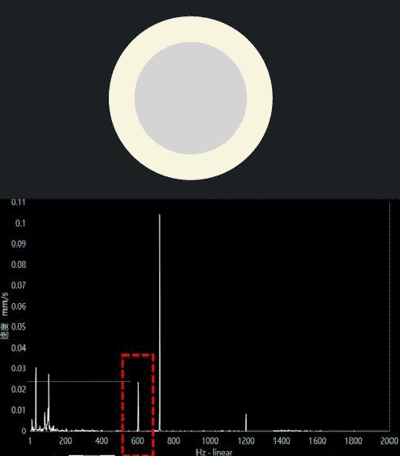
状況1:正常な切割機の刃
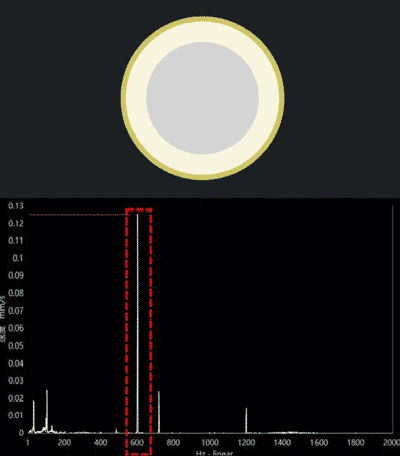
状況2:斜めの刃による切割機
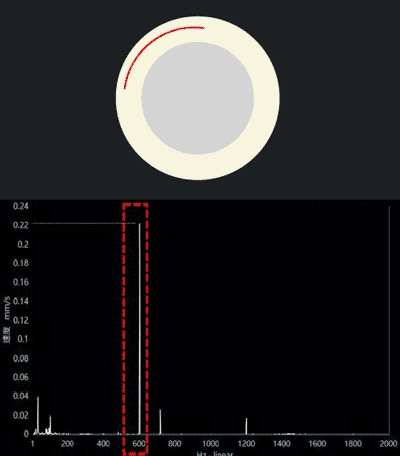
状況3:異常な切割機の刃
| 項目 | 振動値 | 差異率 | |
|---|---|---|---|
| 正常な刃 | 0.024 | ---- | 0 % |
| 斜めの刃 | 0.124 | 0.1 | 416.6 % |
| 異常な刃 | 0.223 | 0.199 | 829.2 % |
測定結果
VMS-PHは、良い刃、斜め刃、異常な刃の信号差異を明確に検出でき、FFT変換後の周波数スペクトルにおける指定周波数振幅を用いて、切断刃の品質を監視する特徴値として計画しています。
VMS-PH 设备动态分析仪
VMS-PH
精確に設備の問題の根本原因を見つけます
よくあるご質問(FAQ)
ウェーハダイシング装置のブレード異常はどのような問題を引き起こしますか?
ウェーハダイシング装置のブレード(刃)異常は、不均一な切断や切断面の欠陥を引き起こし、ダイ(Die)の品質やその後の部品・チップの性能に影響を与える可能性があります。切断に失敗したりウェーハが破損したりすると、ダイの収量減少、プロセスのダウンタイム増加、および生産コストの上昇を招く可能性もあります。
傾いたブレード(斜刀)はなぜウェーハの切断不良を引き起こすのですか?
傾いたブレードは、工具とウェーハの切断経路にズレを生じさせ、切断の深さ、角度、または切断面の不安定化を招きます。ブレードが正しい幾何学的形状、寸法の均一性、および取り付け位置を維持できない場合、切断精度の低下、表面欠陥、ウェーハの損傷を引き起こす可能性があります。
VMS-PHは正常なブレード、傾いたブレード、および異常なブレードをどのように検出しますか?
VMS-PH装置動的品質アナライザーは、さまざまな状態におけるウェーハダイシング装置のブレードの振動信号を測定し、高速フーリエ変換(FFT)を用いて信号をスペクトルデータに変換します。正常なブレード、傾いたブレード、異常なブレードのスペクトル特性を比較することで、ブレードの品質の違いを明確に検出できます。
正常なブレード、傾いたブレード、異常なブレードの振動値の違いはどのくらいですか?
本事例では、正常なブレードの振動値は0.024、傾いたブレードの振動値は0.124(差異率約416.6%)、異常なブレードの振動値は0.223(差異率約829.2%)です。これは、傾いたブレードと異常なブレードの振動信号が正常なブレードよりも明らかに高いことを示しており、ブレード品質の判定基準として使用できます。
ブレードの品質判定にFFTスペクトル分析を使用するのはなぜですか?
FFTスペクトル分析は、時間領域の振動信号を周波数領域の信号に変換し、エンジニアが特定の周波数における振幅の変化を観察できるようにします。ブレードに傾き、摩耗、または異常状態が生じると、スペクトル信号に識別可能な違いが現れるため、指定された周波数の振幅をブレード品質監視の特徴値として設定できます。
ウェーハダイシング装置のブレード監視を導入するメリットは何ですか?
ブレード監視を導入することで、工具の異常をリアルタイムで検出し、傾いたブレードや異常なブレードによるウェーハの切断不良、ダイの品質低下、生産数の減少、およびプロセスのダウンタイムを回避できます。また、ブレード品質の特徴値を確立することで、その後のオンライン監視や予知保全計画の策定をサポートすることも可能です。