
監診實績

應用領域

常見問題
如何檢測氣壓缸作動異常?
監診實績|如何檢測氣壓缸作動異常?#半導體領域
#轉子馬達
#加工製造
#預知保養
氣壓缸是一種利用壓縮氣體作為動力,當氣壓缸發生異常,有可能會造成氣壓流回流,導致壓力無法調節,推力不足,該如何提早發現異常,避免影響製程?
氣壓缸作動原理
氣壓缸是一種利用壓縮氣體作為動力,驅動機構作動產生往復線性運動的機械元件。作動過程中,壓縮氣體由活塞的一端進入氣壓缸內,並對活塞施加壓力使活塞產生移位。
氣壓缸發生的異常的原因有很多,例如因為油氣污染或閥體磨損所造成的閥芯堵塞、軸心不對中所造成的氣壓缸不作動、異物進入所造成的拉缸現象等。該如何透過監測氣壓缸,避免因為過度磨損、老化、變形等而影響製程?

解決與監測說明
VMS-PH 設備動態分析儀
量測氣壓缸在製程中的重複性生產行為,根據製程區分各訊號區段。根據螺桿的運行狀況了解氣壓缸的作動品質,進而透過VMS-ML機器學習智能系統線上監測並進行趨勢化管理機台與預知保養規劃。
量測狀況
螺桿振動量測實際情形
振動訊號
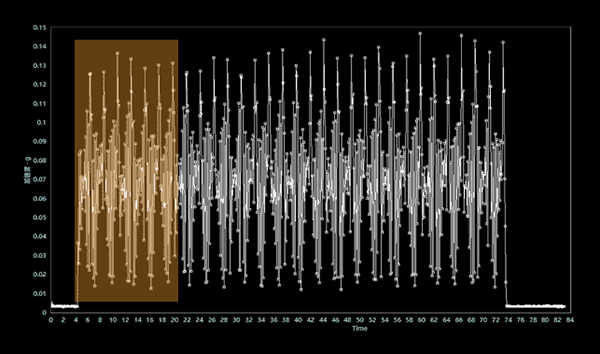
將螺桿振動訊號進行可視化管理。
Zoom in 0~20sec訊號區域

螺桿製程4週期振動訊號差異比較
A 運行狀況較為穩定

B 時序差異大較不穩定

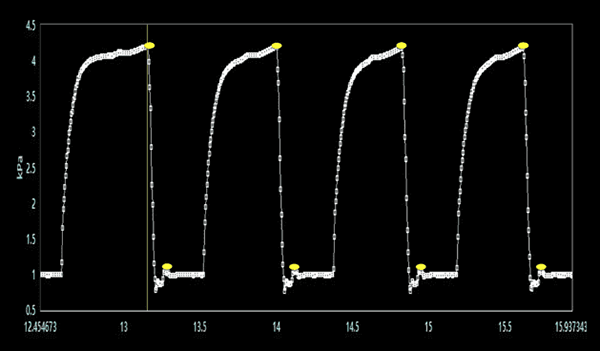
基板全流程氣壓缸量測
基板全流程氣壓缸作動訊號
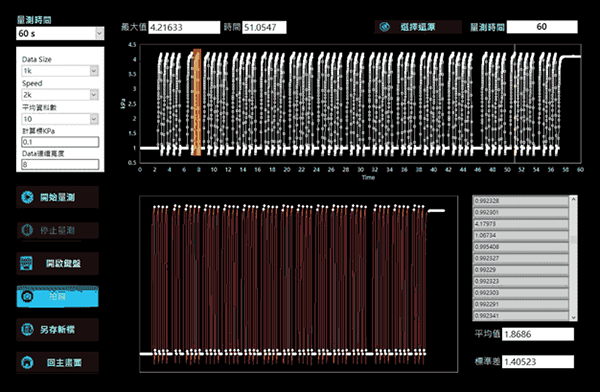
Zoom in訊號
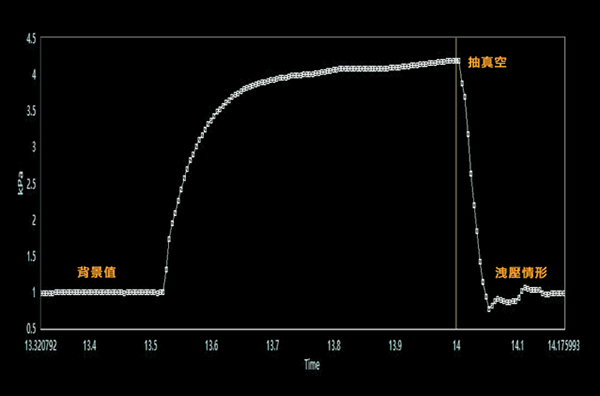
氣壓缸抽真空使得頂針蓋(胡椒蓋)貼合切膜後洩壓,全流程訊號可視化管理。
測量結論
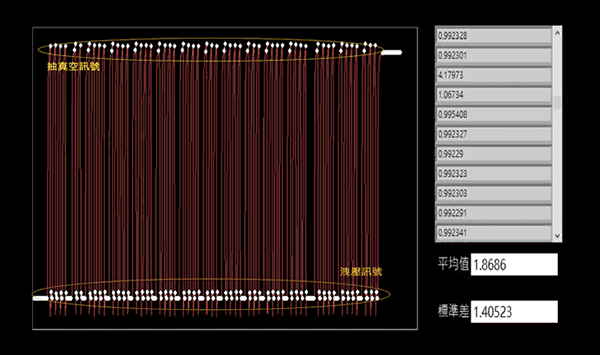
平均值管理:工作區間及時動作訊號變化管理
平均標準差:工作區間及時動作訊號穩定性
VMS-PH 動態分析監測系統特色在於邊緣端將訊號處理演算法建置於韌體內,自動擷取在邊緣端取得有效最大訊號、有效區間週期內的最大訊號群體標準差、或是特徵突波點,再將特徵數據傳送至管理系統,執行趨勢化管理機台預知保養監測,並且在系統中建置資料庫收集特徵數據。
優點是不會將廠端網路頻寬耗佔過多,收集的特徵數據(已作適當清洗)適合客戶自行執行 AI 訓練,優化自有AI監測模型。

VMS-PH 設備動態分析儀
精確找到設備問題癥結點
常見問題(FAQ)
氣壓缸作動異常會造成什麼問題?
氣壓缸是利用壓縮氣體驅動活塞產生往復線性運動的機械元件。若氣壓缸發生異常,可能造成壓力無法調節、推力不足、作動時序不穩、氣壓回流或機構無法正常作動,進而影響製程穩定性與產品品質。
氣壓缸常見異常原因有哪些?
氣壓缸常見異常原因包括油氣污染或閥體磨損造成閥芯堵塞、軸心不對中造成氣壓缸不作動、異物進入造成拉缸現象,以及長期使用造成的過度磨損、老化、變形與密封不良。
如何透過動態訊號檢測氣壓缸作動品質?
可使用 VMS-PH 設備動態分析儀量測氣壓缸在製程中的重複性生產行為,並依照製程區分不同訊號區段。透過螺桿振動訊號、週期差異、時序變化與作動特徵比較,可判斷氣壓缸作動是否穩定。
為什麼要比較氣壓缸多個製程週期的振動訊號?
氣壓缸在正常製程中通常具有重複性動作,因此比較多個製程週期的振動訊號,可判斷每次作動是否一致。若某些週期出現時序差異大、訊號波形不穩或特徵突波變化,可能代表氣壓缸或相關機構已出現不穩定狀態。
VMS-PH 如何協助氣壓缸預知保養?
VMS-PH 可在邊緣端自動擷取有效最大訊號、有效區間週期內的最大訊號群體標準差與特徵突波點,並將特徵數據傳送至管理系統進行趨勢化管理。透過平均值與平均標準差管理,可監測工作區間即時動作訊號變化與穩定性。
導入氣壓缸作動監測有什麼效益?
導入氣壓缸作動監測後,可將製程中的重複性動作訊號可視化,提早發現閥芯堵塞、軸心不對中、拉缸、磨損或時序不穩等問題。特徵數據也可建立資料庫,支援後續 AI 模型訓練、機台趨勢化管理與預知保養規劃。
尋找馬達轉子相關量測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
