




看见稼动率,为什么反而更难管理?
固德科技报|看见稼动率,为什么反而更难管理?#OEE
#製造加工
#PHM
Posted On : 2 April 2026
製造业在导入设备监测系统后,虽然能看见稼动率与设备问题,但却面临决策变慢与判断困难的新挑战。数据增加并未直接带来改善,反而因缺乏判读逻辑与决策分层,导致问题延迟处理。
当你终于看见稼动率,为什么问题反而更多了?
数位化之后,製造业正在面对第二个、更难的陷阱
製造业在导入设备监测系统后,虽然能看见稼动率与设备问题,但却面临决策变慢与判断困难的新挑战。数据增加并未直接带来改善,反而因缺乏判读逻辑与决策分层,导致问题延迟处理。
许多製造业者在导入设备监测系统后,都曾有过同一个瞬间——
萤幕上第一次出现稼动率数字时,现场管理者沉默了几秒,然后说:「原来我们这么差。」
这是数位化带来的第一个礼物:让问题从隐形变成可见。
停机时间被记录、损失被量化、过去凭感觉处理的事情,终于有了依据。这确实是一大进步。
但几个月后,许多企业会发现一件令人困惑的事:问题并没有因为「看见」而减少,有时候反而更多了。
这不是设备变差了,而是你终于看见了那些原本就存在的问题。
然而,更大的挑战其实才正要开始。
数据变多了,决策反而变慢了?
数位化之后,现场开始出现一种新的状况。停机原因分类越来越细、报表越来越多、仪表板越来越完整,但当问题真的发生时,却反而不知道该看哪一个数字来做决策。...
在没有数据的年代,现场仰赖的是经验。老师傅听声音、看火花、凭直觉下判断。这样的方式未必精准,但速度快、责任清楚。
数位化之后,现场开始出现一种新的状况。停机原因分类越来越细、报表越来越多、仪表板越来越完整,但当问题真的发生时,却反而不知道该看哪一个数字来做决策。
讨论变多了,责任开始模糊,决策出现延迟。
每个人都可以找到一组支持自己判断的数据,但也因此,没有一个结论是绝对的。
最终,决策不再是「做出来的」,而是被拖延出来的。
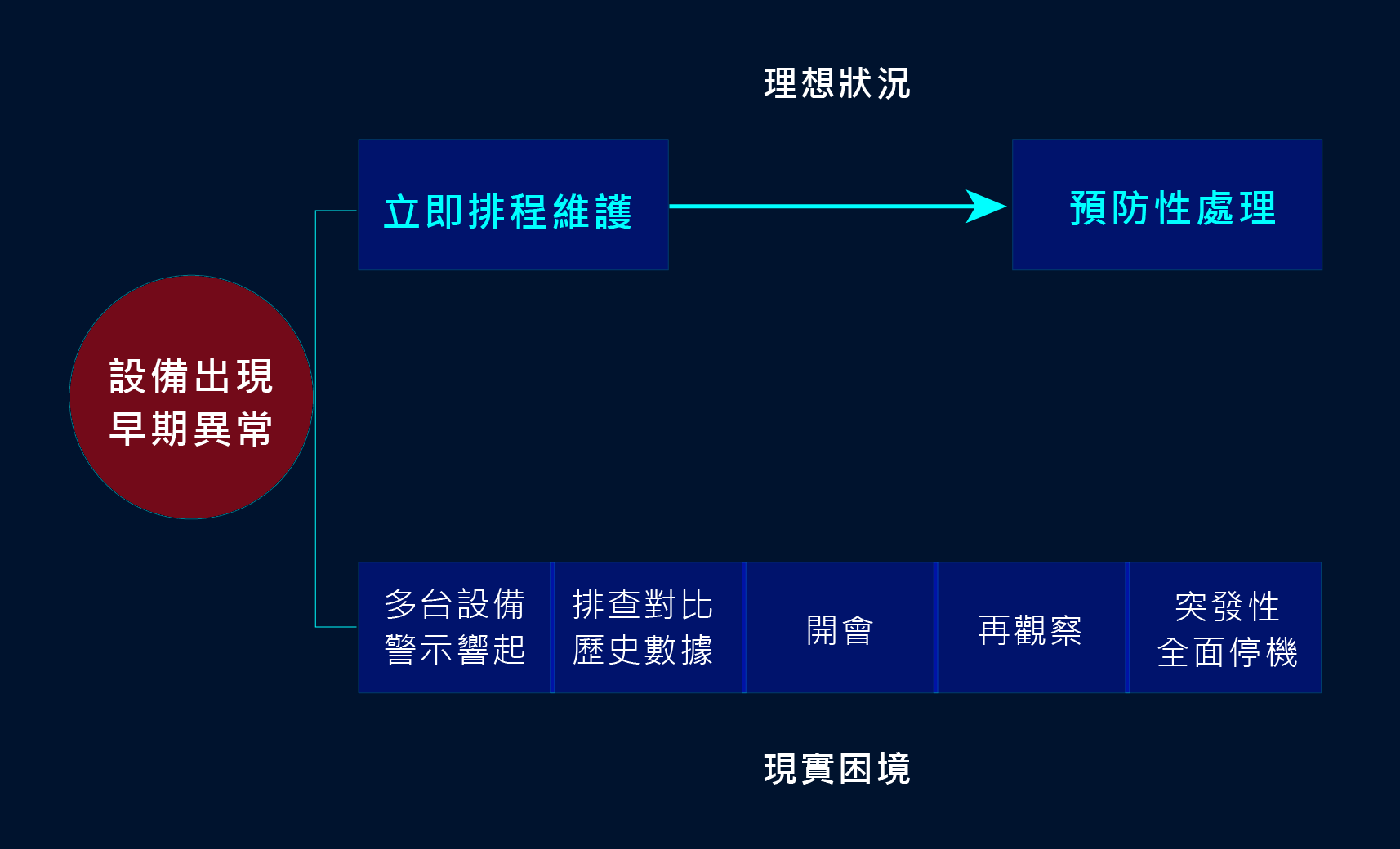
在某些产线中,这样的情况并不罕见:设备已经出现异常振动,但系统同时显示多项警示,工程师需要花时间比对历史数据、确认是否为误报。这个过程,可能是30分钟,也可能是2小时。而在这段时间内,设备仍持续运转,异常持续恶化,最终从「可预防」变成「必须停机」。
问题不是没有被发现,而是发现之后,来不及决定。
形成一种矛盾的现象:数据越完整,现场的反应反而越迟缓。
这不是人的问题,而是一个系统性的困境——当资讯量超过人可以即时消化的范围,数据本身就会成为行动的障碍。
从「看不到问题」,变成「看到了也不知道怎么办」
数位转型的第一阶段,企业努力解决的是「看不到」的问题。这种「看得到但做不到」的状态,并不是中性的过渡期,而是具有成本的。
每一次延迟判断,都在放大设备损耗;每一次不确定,都在增加非必要停机的机率。
问题被发现后仍然持续发生。
例如在石化或半导体产线中,一个早期的轴承异常,理论上可以在排程维护时处理。但当判断被延迟、责任不明确时,维修决策往往一再被往后延。最终,原本只需要1小时的预防性处理,变成一次突发停机,甚至影响整条产线节拍。
这之间的差距,不在技术,而在决策。
延迟的代价:问题不是没被发现,而是来不及做决定
当资讯量超过人可以即时消化的范围,数据本身就成为行动的障碍。这段「看得到但做不到」的时间,具有高昂成本。
但进入第二阶段,真正的核心问题其实是:即使看见了,仍然缺乏判断与行动的能力。
这背后涉及三个层面:
第一,缺乏异常判读逻辑。
数据显示数值偏高,但这个数值是真的有问题、还是正常波动?没有标准,每个人的答案都不一样。
第二,无法区分讯号的优先顺序。
十个警示同时出现,哪个最重要?在没有明确优先机制的情况下,工程师往往陷入「同时都急,但不知道先做哪个」的困境。
第三,数据没有转换成可执行的建议。
报表可以告诉你「设备效率下滑了5%」,但无法告诉你「你应该在明天下午两点前做什么?」。
于是,现场出现了一种常见情境:报表显示异常、讨论了半小时、但没有人敢下最后的判断,最终还是等设备真的出问题才行动。
数据已经存在,但决策能力尚未建立。
更进一步来看,这样的问题其实来自于「决策分层」的缺失。
在多数製造现场中,并没有明确区分:
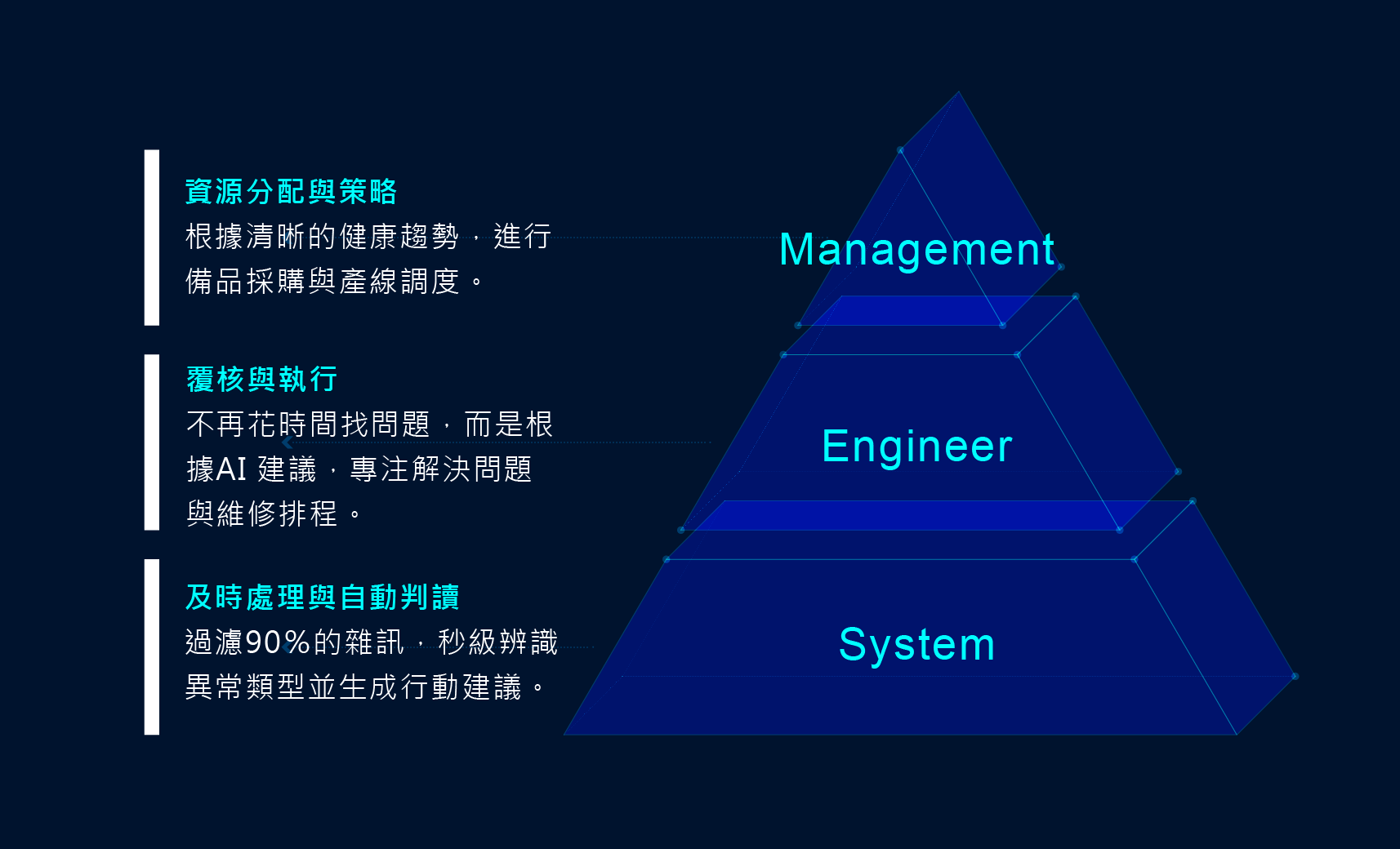
• 哪些决策应由系统即时处理?
• 哪些决策需要工程师判断?
• 哪些决策应提升至管理层?
当所有判断都停留在同一层级时,现场不是过度依赖人,就是过度依赖数据,最终导致决策延迟与责任模糊。
真正有效的数位化,不只是让数据被看见,而是让决策被正确分配。
真正的瓶颈,不在设备,而在决策机制
当稼动率迟迟无法提升,许多企业的第一反应是回头检讨设备本身:故障是不是太频繁?保养是不是不够确实?
但在完成数位化之后,真正制约绩效的,往往不再是设备,而是决策的速度与品质。
具体来说,可以问自己几个问题:
• 异常发生时,是否能在几分钟内被正确辨识?
• 同样的状况,不同的工程师会做出一致的判断?
• 决策的依据是清楚的标准,还是个人的经验?
如果上述问题的答案都不确定,那么即使数据再完整、感测器再精密,改善仍然很难真正落地。
当决策无法被标准化时,稼动率的高低,就变成取决于「今天谁在值班」。

这代表一个更根本的问题——
企业的绩效,并不是被系统决定,而是被「谁在做决策」决定。
从「监测设备」,走向「辅助决策」
这正是为什么近年来,製造业的数位化讨论开始从「收集数据」转向一个新的关键字:让数据可以被理解、被判断、进而被行动。
预知保养(PdM)、异常自动判读、AI辅助决策系统——这些技术的核心目的,并不是要取代人的角色,而是要解决一个长期存在的问题:让判断不再依赖特定人的经验,而能够被系统化、标准化,并且可以複製。
当系统可以提前辨识设备退化的趋势、自动标记需要优先处理的异常、并提供具体可执行的建议时,管理才真正从「看到问题」进入「解决问题」的阶段。
问题从来不在「有没有数据」,而在于数据,是否能被正确解读,并转化为行动。
在实务现场中,多数设备早已有讯号,例如振动、温度或电流变化,但这些讯号若缺乏分析与判读能力,往往只能停留在「纪录」,而无法成为「决策依据」。
这也是为什么近年来,越来越多製造业开始导入以振动监测为核心的预知保养技术。
固德的解决方案,其系统并非只做资料蒐集,而是从一开始就针对「如何让数据可以被行动」进行设计,主要包含三个层面:
1. 即时振动监测:让异常提前被看见
透过高频振动感测技术,设备在出现早期异常时(如轴承磨损、偏心、不平衡),即可被即时捕捉,而非等到故障发生才处理。
2. FFT分析与AI模型:让数据可以被理解
系统结合频谱分析(FFT)与机器学习模型,能将原本难以解读的振动讯号,转换为可辨识的异常类型,协助现场快速判断问题来源,而非依赖单一工程师的经验。
3. 异常预警与决策辅助:让行动可以被提前
当系统侦测到异常趋势时,不仅提供警示,更能指出可能原因与建议处置方向,使维修从「被动反应」转为「主动安排」。
这样的设计,实际上解决的并不是「设备监测」的问题,而是让数据,真正转化为可行动的决策。当数据可以被解读,决策就不再依赖个人;决策,也不再被延迟,而能够被提前与标准化,稼动率的改善才真正开始。
稼动率,从记录工具到决策引擎
回到稼动率这个指标本身。
在数位化的第一阶段,它的价值在于揭露问题——让过去看不见的损失变得透明。
但在第二阶段,它的意义应该有所转变:从记录过去,变成驱动未来的决策。
如果稼动率的数字只出现在月报里,只用来做事后的绩效检讨,那它就只是一个 KPI,而不是一个管理工具。
真正有效的稼动率管理,应该是当数字出现异常时,系统能够在最短时间内告诉你:发生了什么、为什么、以及你应该怎么做。
| 前数位化时代 | 数位化第一阶段 | 数位化第二阶段 | |
|---|---|---|---|
| 数据量 | 低 | 极高 | 极高 |
| 决策速度 | 依赖直觉,极快 | 会议讨论,迟缓 | 毫秒级运算 |
| 责任归属 | 老师傅扛责,清晰 | 多方解读,模糊 | 系统化标准化 |
| 行动模式 | 被动救火 | 延迟反应 | 主动预知 |
真正的瓶颈不在设备故障率,而在决策的速度与品质。
RM-IOT-B 无线转子健康监测系统
RM-IOT-B 无线转子健康监测系统 电池式 Wi-Fi 版内建 AI 小助手,专为提升运修效率设计,核心在于针对 ISO 状态非「优良」等级之设备,自动启动深度振动频谱分析。系统能精确识别五大机械病徵:不平衡、对中不良、松动、承轴缺陷及共振。
RM-IoT-B(Wi-Fi)
RM-IOT-B 无线转子健康监测
内建 GenAI 小助手,专为提升运修效率设计
看见,只是开始
在高度自动化的製造环境中,设备问题往往不是突然发生,而是逐步累积。
真正的关键,不在于是否能量测这些变化,
而在于——企业是否有能力,在问题还小的时候做出决策。
当企业开始依赖数据做决策时,最大的风险,已经不再是「没有数据」,而是用错数据,做出错的决策。一个错误的判断,影响的往往不只是一次停机,而是整个维护策略的偏差。
长期下来,企业优化的,可能不是效率,而是错误。
从「看不见问题」到「看得见问题」,确实是一大跃升。但这只是数位转型的前半段。
真正拉开差距的,是下一个问题:看见之后,你能不能更快做出正确的判断?
数据,给了企业一双眼睛。但决定竞争力的,是判断的速度与品质。
在这样的情境下,AI的角色并不是取代人,而是成为决策的辅助大脑——在大量数据之中,找出真正重要的讯号,并将判断,从「经验」转为「系统能力」。