




没坏的设备,
才是最难的问题?
固德科技报|没坏的设备,才是最难的问题?故障排除转向性能监控
#半导体
#製造加工
#PHM
Posted On : 24 Mar. 2026
在产线运作正常、设备无警报的情况下,品质却开始出现波动。本案例以晶圆双刀切割机为对象,透过振动分析发现,关键不在异常,而在于设备在静止状态下的微幅不稳。显示高精度製程中,设备稳定性比是否故障更为关键。
最难处理的,不是坏掉的设备?
设备持续运转、产线没有停,工程师照常巡检,看起来一切都在控制之中。这是一条典型的晶圆切割製程产线,双刀切割机持续以高速运转,主轴维持在高转速(约30,000–40,000 rpm),切割节拍稳定,产出数量也符合排程。如果不是被提醒「最近产品品质有些波动」,这其实就是一个再平常不过的生产日。
也正因为「看起来没问题」,反而让事情变得棘手。没有异常警报、没有停机纪录,也没有明显的设备故障迹象。主轴负载稳定、进给速度正常、切割深度与刀径补偿参数也都在设定范围内;设备端所有监控数据,几乎都显示在「健康区间」。唯一的线索,只是来自后段检测的回馈——品质开始出现不稳定,例如崩边比例上升、切割面粗糙度变差、局部尺寸偏移。
这次的任务很直接:确认设备状况,釐清是否与品质波动有关。但实际执行时,困难点不在于检查,而在于「没有明确方向可以查」。
最难处理的,不是坏掉的设备
而是「还在运转但已经不稳」的设备
设备还在运作,但已经开始悄悄影响你的产品品质
这类问题没有明确讯号、没有警报依据,却会持续侵蚀良率;不但难以即时发现,一旦判断错方向,还可能在製程、材料、人员之间来回排查,不但耗费大量时间与人力...
对现场工程师来说,设备坏掉反而容易处理。以晶圆切割机为例,一旦出现主轴异常振动、电流过载、刀片破损或切削阻力异常,设备通常会立即触发警报甚至停机。这类问题具备明确的特徵讯号,无论是振动频谱、负载变化或切削声音,都能快速定位,对应的维修与更换流程也相对成熟。
但真正让人头痛的,是设备没有报错、没有停机,甚至产能看起来还维持得不错,却开始影响产品品质。
在晶圆切割製程中,影响品质的关键并不只在「是否切得动」,而在于切割过程中的应力控制与稳定性。只要出现微小变化,例如:刀具磨耗不均、主轴微幅偏摆或高频振动、双刀间同步性产生微小偏差、基座或载台刚性下降等,就可能导致切割应力分佈不一致。
而这些变化有一个共通点:不会立即超出设备警报门槛。
但却会在产品上逐步放大,例如:崩边增加、微裂纹风险提升、切割面粗糙度恶化、Die 尺寸一致性下降。
这种问题最麻烦的地方在于,它是「渐变的」,而不是「突发的」。良率不会瞬间掉下来,而是从99%慢慢滑到97%、95%,等到被发现时,往往已经累积了一批有风险的产品,甚至流入后段製程。
当品质异常被察觉时,问题通常已经跨过「可控制范围」,转变为「成本问题」。而现场通常会先从製程端开始检查:是不是切割参数有微幅偏移?材料批次是否有差异?冷却水流量与水质是否稳定?胶带张力与附着状态是否正常?甚至是操作流程的细节。但很少人会在第一时间去怀疑设备本身。

设备看起来还在稳定运转,但实际上,已经进入「性能劣化但未失效」的状态。而这正是最痛的地方。因为这类问题没有明确讯号、没有警报依据,却会持续侵蚀良率;不但难以即时发现,一旦判断错方向,还可能在製程、材料、人员之间来回排查,不但耗费大量时间与人力,也容易造成「过度调整」,反而让製程变得更不稳定,却始终抓不到真正原因。最终,问题不是「设备坏了」,而是设备还在运作,但已经开始悄悄影响你的产品品质。
一场从「正常」开始的检查
主轴负载稳定、进给速度正常、切割深度与刀径补偿参数也都在设定范围内;设备端所有监控数据,几乎都显示在「健康区间」。
我们一开始的检查流程,其实和大多数现场工程师一样——从最关键、最容易影响品质的核心部件开始:主轴。 在晶圆双刀切割机中,主轴不只是旋转元件,更直接决定切割稳定性与刀具表现。一旦主轴有问题,通常会很快反映在产品品质上。
气浮主轴品质测试:一切正常
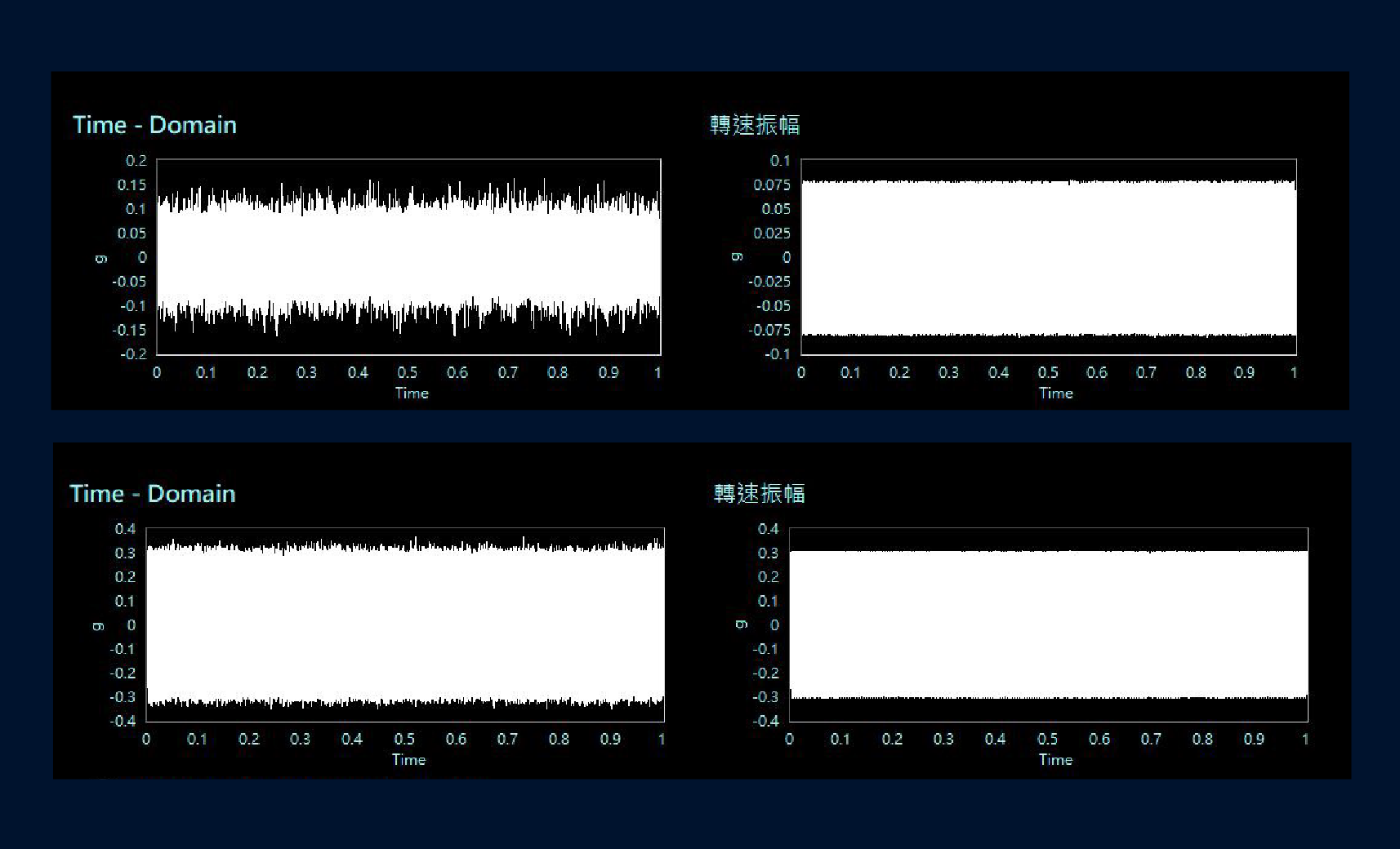
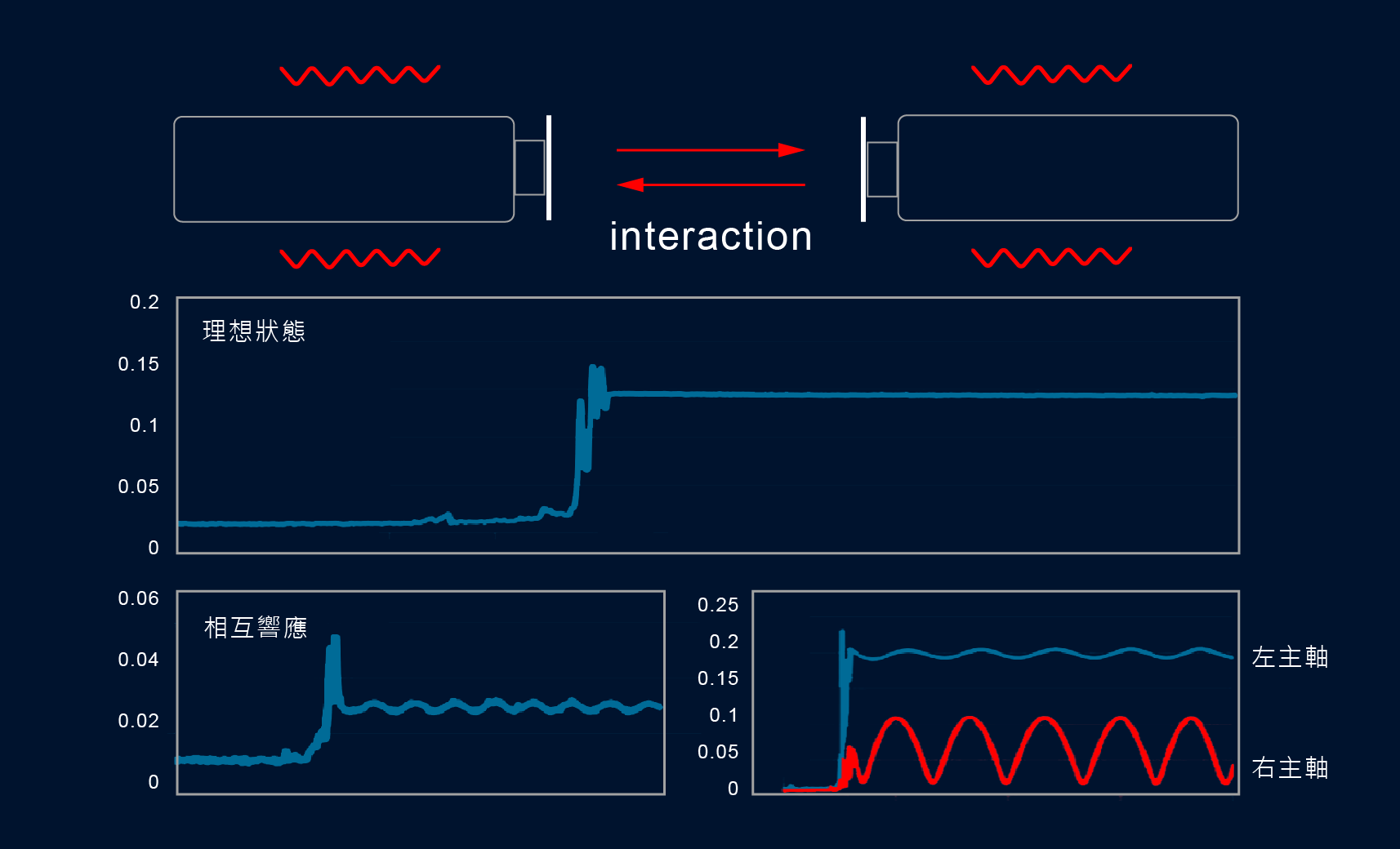
在高速运转条件下(约40000 rpm),我们量测了主轴从启动到稳定的振动变化。画面上可以清楚看到三个阶段:
静止、加速、稳定运转。整个过程相当乾淨,没有异常跳动,也没有不连续的震动峰值。稳态振动值稳定落在安全范围内(低于 0.8g 的警戒值)。
接着进一步做动平衡测试,结果也相当理想:G0.4 与 G1
全部落在标准范围内,没有偏心或不平衡的问题。频谱分析同样没有异常:没有轴承缺陷频率、没有松动特徵,也没有结构共振的迹象。做到这里,其实可以很有信心地说一句话:「主轴没有问题。」
移动轴测试:还是正常。
既然主轴没有异常,接下来自然转向运动系统移动轴。我们针对各轴进行动态测试:
• X 轴前后移动与走停行为 : 正常
• Y1、Y2 轴同步与动态反应 : 正常
在整个测试过程中:没有异常振动放大、没有控制延迟、没有驱动不稳或抖动现象。振动数值也都落在合理范围内。换句话说:该动的地方,动得很好;该停的地方,也看起来没有问题。
当所有数据都正常,问题反而更难?
你手上的数据全部都告诉你:「设备是好的」。但现场的结果却是:「品质不稳」,而这两件事,是冲突的。这种冲突,正是现场最难处理的情境。
做到这里,其实会出现一个很微妙的状况。你手上的数据全部都告诉你:「设备是好的」。但现场的结果却是:「品质不稳」,而这两件事,是冲突的。这种冲突,正是现场最难处理的情境。因为你无法再用「找故障」的方式来解决问题。 因此,我们不再只是检查设备「有没有异常」,而是回到製程本身,重新思考一件事:设备的行为,是否符合它在製程中的角色?
从「有没有问题」变成「合不合理」?
在晶圆切割过程中:X 轴负责移动(切割进给)Y 轴负责定位(保持基准)。也就是说: Y轴不是动件,它是「基准」。
这个区别非常关键。因为一旦「基准」本身不稳,即使切割动作完全正常,加工结果仍然会出现偏差。基于这个理解,我们开始观察一件过去较少被重视的状态:设备在「静止时」的振动表现。这是一个很重要但常被忽略的盲点。因为大多数振动分析,都是针对「运转状态」进行,但在高精度加工中,「静止稳定性」同样关键。
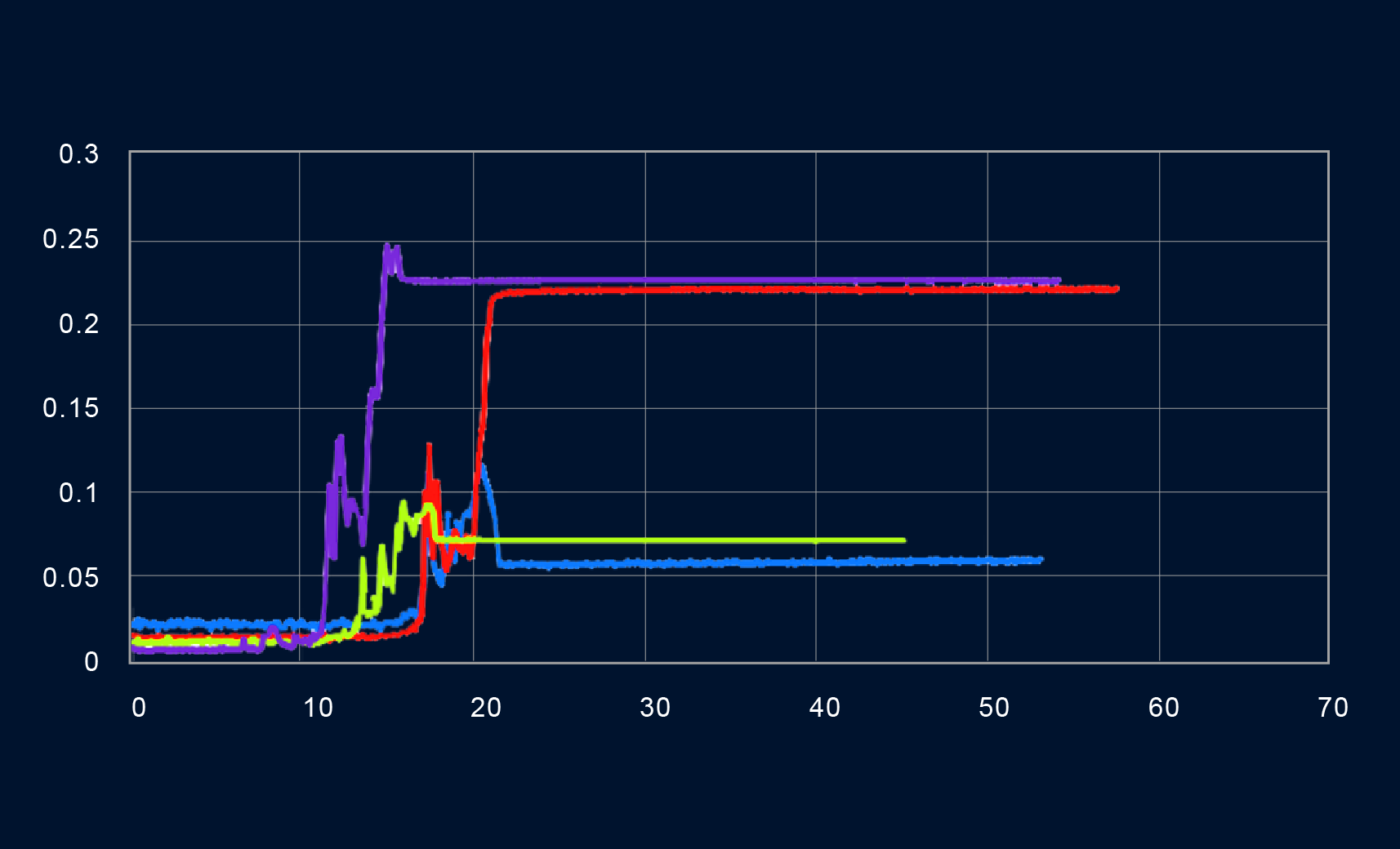
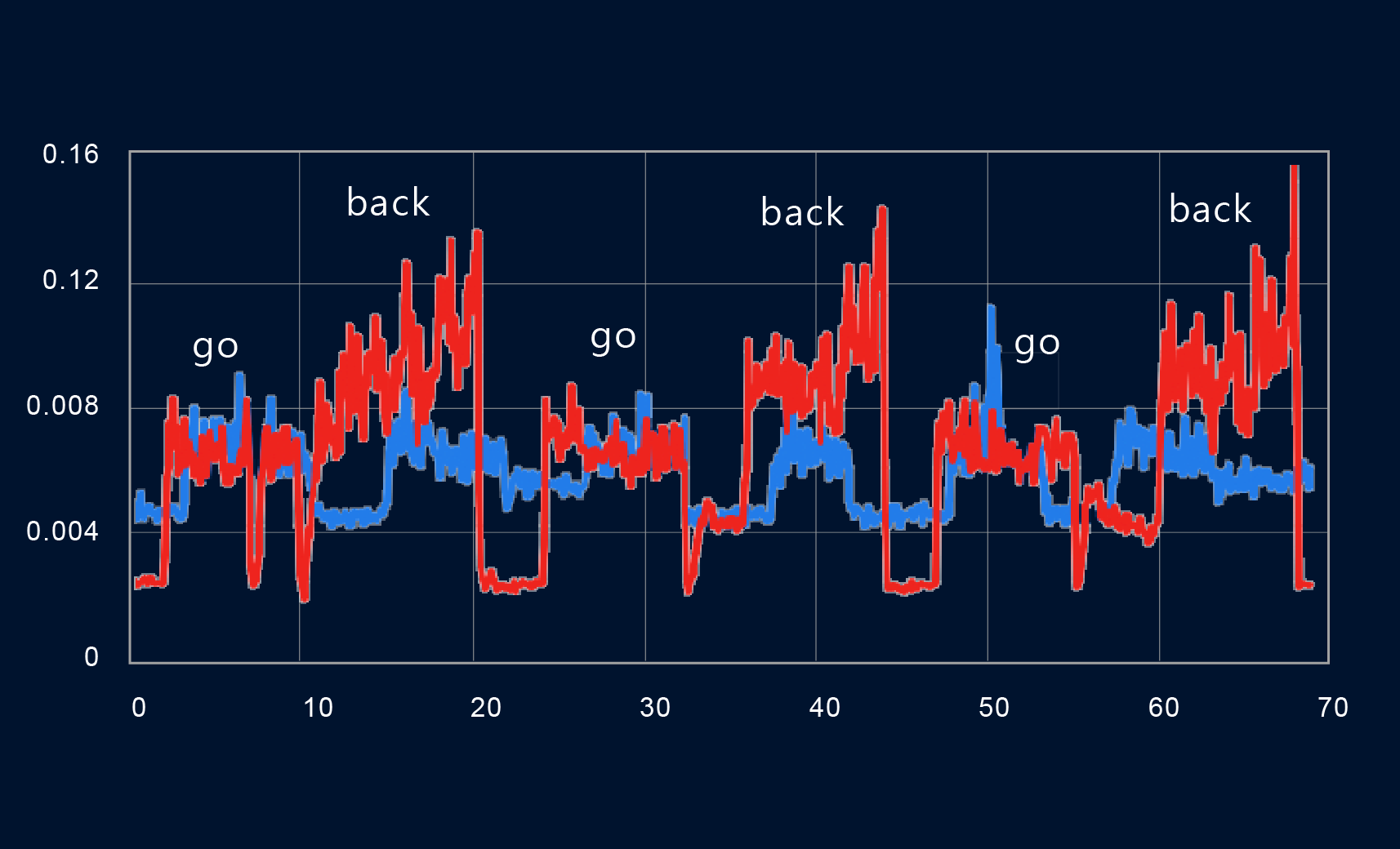
真正的问题:静止时,却没有真的静下来当我们把焦点放到静止状态时,画面开始不一样了。其中一台设备出现了一个很反直觉的现象:它在「静止」时的振动,明显偏高。甚至在某些条件下:静止振动值接近另一台设备「运转时」的振动水准 。
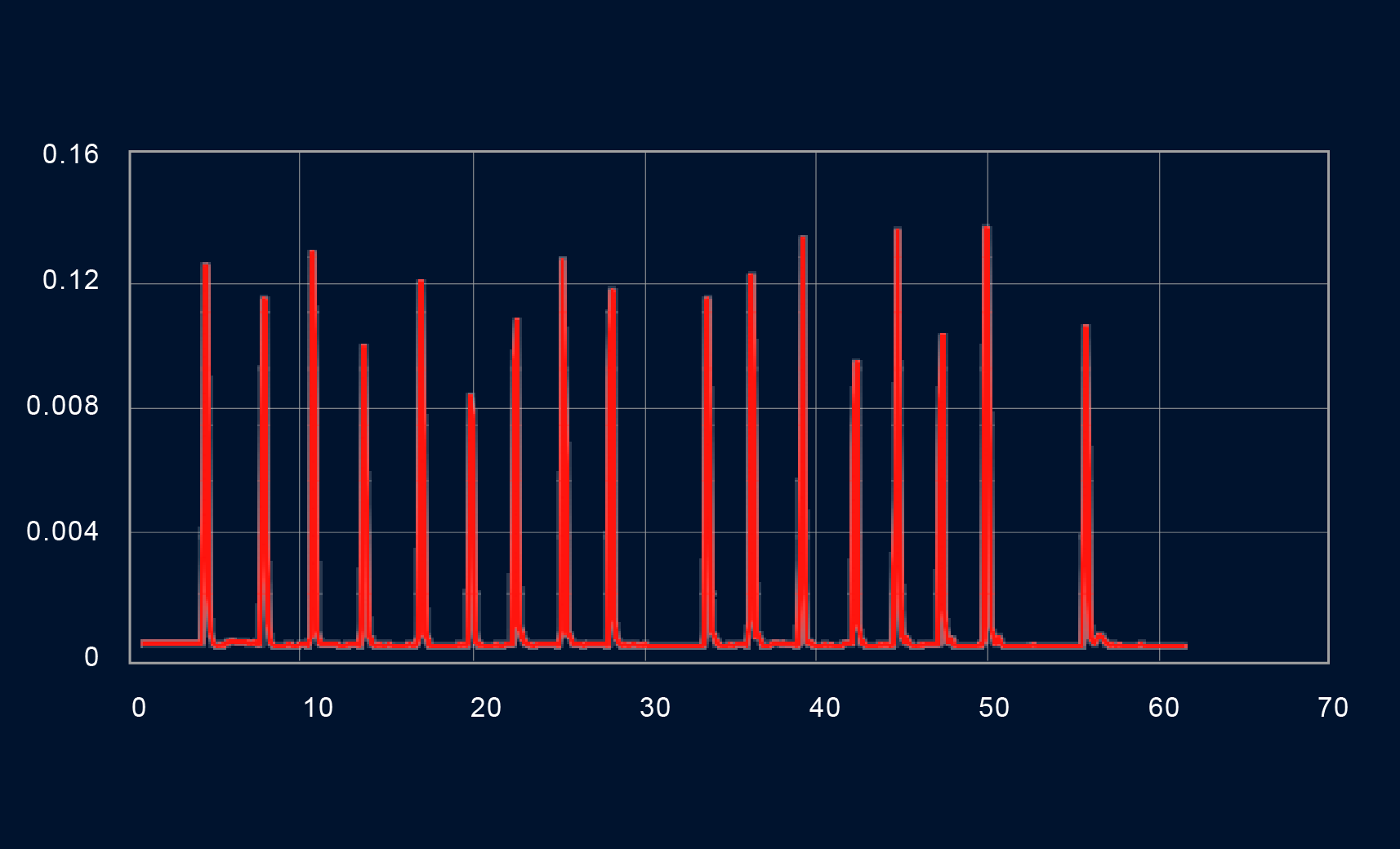
「实际量测结果显示,该机台Y轴静止振动值,甚至高于另一台设备在运转状态下的振动水准,且静止与移动振动无法有效区分。」
这个数据本身没有超标。如果单看数值,它仍然是「正常」。但如果你把它放回製程里看,就完全不同了。
在实际加工时:Y轴应该是稳定不动,提供定位与支撑。但现在的情况是: Y 轴虽然没有位移,但其实一直在微幅振动。 进一步从设备结构来看,这类静态振动可能来自多个来源,包括滑轨与螺杆微磨耗、基座刚性下降、气浮主轴系统传递振动,甚至控制系统微幅补偿行为。这些因素单独看都不构成异常,但叠加后,会在基准轴上形成持续性微振动。这种「看不见的移动」,可能将带来切割应力的不稳定。进一步就会导致:晶圆的崩边增加、微裂纹风险上升、尺寸一致性下降、良率逐步下滑等等。
问题本质:不是坏掉,而是「偏移」
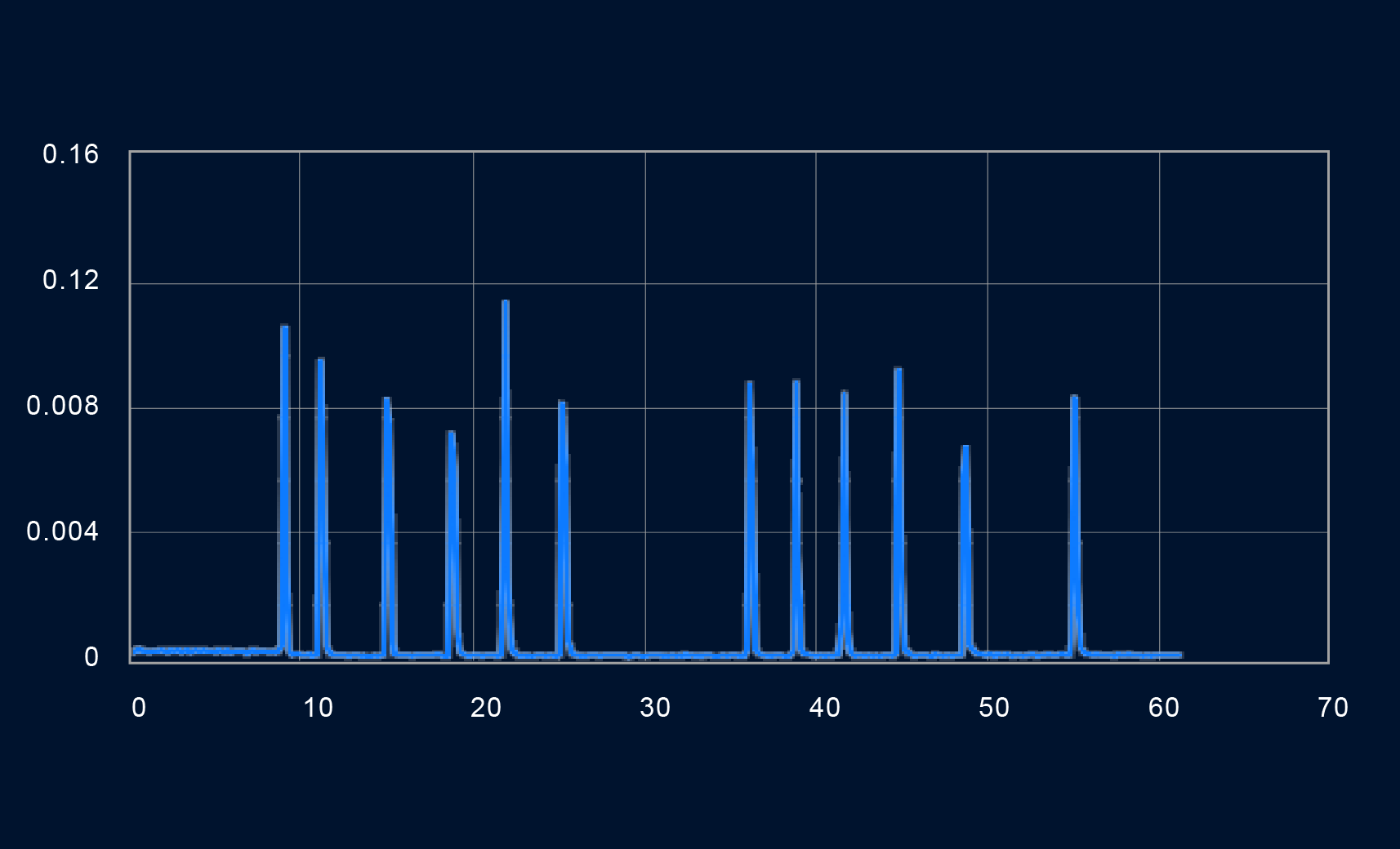
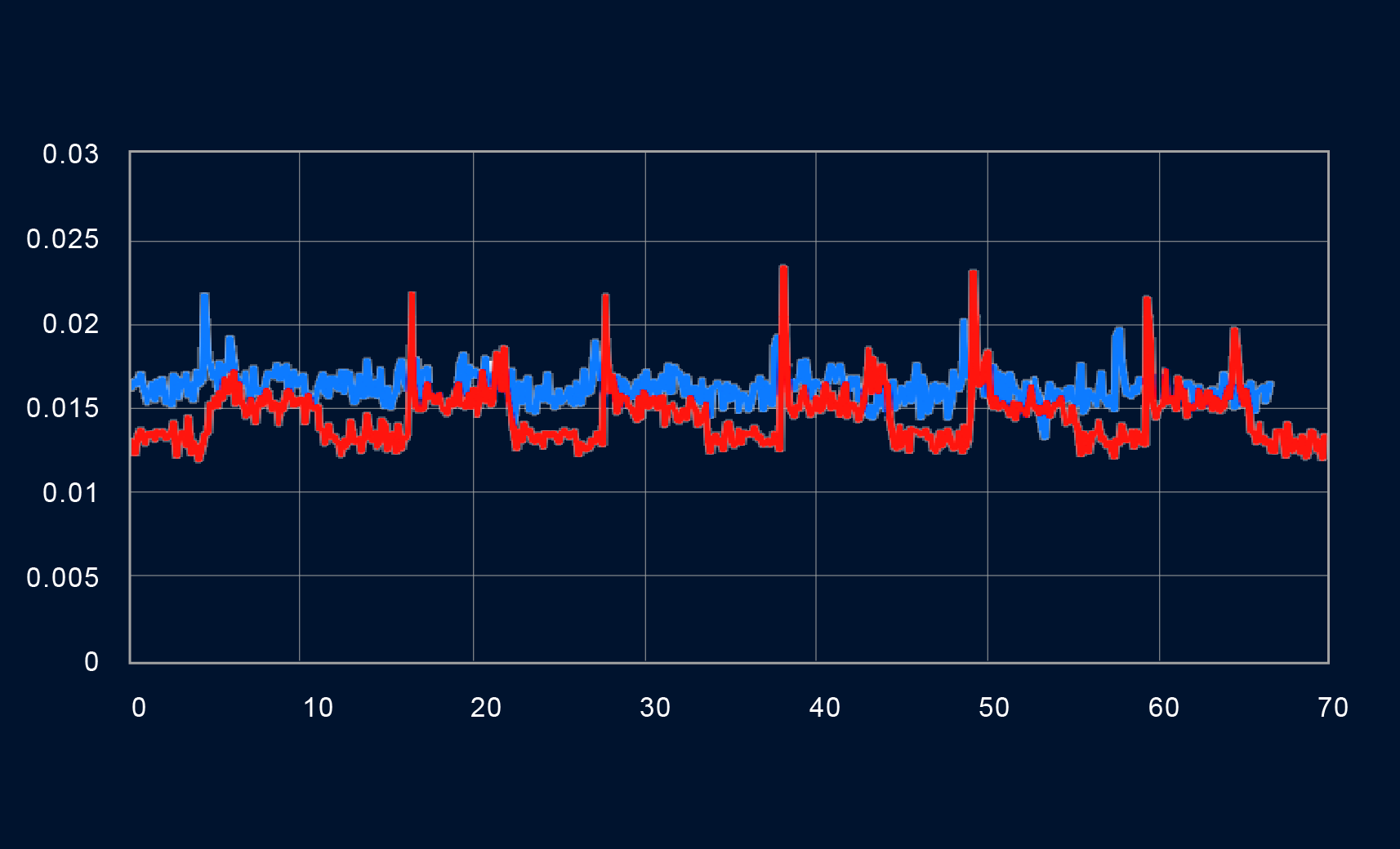
透过同产线机台比较可发现,在相同条件下,另一台设备在静止与运转状态间仍具有明显振动差异,而问题机台则呈现静动不分的特徵,进一步确认该异常属于设备本体稳定性问题,而非製程条件所致。
这次的经验,其实让我们更确定一件事:问题不在数据本身,而在于「怎麽看数据」。
1. 从「看数值」变成「看角色」不是问:振动有没有超标?而是问:这个振动「该不该存在」?
2. 将「静态分析」纳入标准流程:过去多数分析只看运转状态,但其实静止状态,往往更能反映基准稳定性。
3. 用「比较」找出异常:单一设备的数据,容易被误判为正常。但一旦进行跨设备比较,差异会非常明显。也就是说,有时候异常,不一定是超标, 只是「跟别人不一样」。
4. 让数据回到製程:设备数据如果脱离製程角色,只是数字。只有当它回到製程逻辑时,才有意义。振动大小不等于是问题,而不符合製程角色的振动,才是问题。
这种分析方式的价值,不只是「找到问题」,而是提前避免一种在高精度製造中最难察觉、却代价最高的情境:
设备持续运转,但品质持续流失。这类问题的本质,不是单一故障事件,而是长时间的性能偏移累积。设备没有停机、系统没有警报,产线维持产出,但製程能力(Process Capability)却逐步下降,最终反映为良率降低与品质变异增加。
透过导入「製程角色一致性」的分析方法,可带来以下实质效益:
提前辨识性能偏移:在未达故障门槛前,即可识别设备稳定性下降趋势。
提升製程能力稳定度:降低微振动、微偏移对精密加工的放大效应。
降低误判风险:避免将设备问题误判为製程或材料问题。
缩短问题定位时间:从设备角色切入,提升排查效率。
知识结构化:将经验转为可複製的判断模型,降低对资深人员依赖。
为什麽这样做?设备管理思维的转变
传统设备管理的核心问题是:设备是否发生故障?但在半导体等高精度製造场域中,这样的判断标准已经不足。真正影响品质与竞争力的关键,正在转变为:设备是否维持在製程所需的稳定状态?这代表设备管理的思维,正在从「是否坏掉」进化为「是否适合製程」。
具体而言,出现三个重要转变:
1. 从故障导向 → 性能导向:
传统观念设备坏了才处理,而现代则是设备性能偏移即需关注,关键指标从「故障率」转为「稳定性与一致性」。
2. 从事后反应 → 事前预判:
过去依赖警报与停机,而现代透过数据趋势与行为模式预测,强调 Early Signal,而非 Alarm Signal。
3. 从单点监测 → 製程整体视角:
以前只看单一设备参数是否正常,现在我们看设备是否符合製程角色?数据必须与製程语意结合。
在这样的转变下,一个关键认知必须被建立:「没有异常」不等于「没有问题」,而是尚未被定义为异常。
| 传统思维:设备是否故障? | 现代高精度製造:设备是否适合製程? | |
|---|---|---|
| 指标 01 | 故障导向 | 性能导向 |
| 指标 02 | 事后反应 | 事前预测 |
| 指标 03 | 单点监测 | 製程整体视角 |
从「是否坏掉」进化为「是否维持製程所需的稳定状态」。
找出问题已不稀奇,要从没问题中找出异因
这次的案例,本质上并不複杂:设备没有故障、数据没有超标、系统没有警报。但产品品质,却开始波动。问题的根源,不在于「异常」,而在于:一个未被定义为异常的偏移。也就是:该稳定的基准,出现了微幅不稳,该静止的结构,存在持续振动。这类问题的共通特性是:不具突发性、不易被侦测,但却具有持续影响力。因此,它们往往不是「新问题」,而是长期存在但未被识别的问题。
当分析视角从:「是否异常」转为「是否偏离应有状态」,再从:「设备是否坏掉」转为「设备是否符合製程角色」,许多原本难以解释的品质问题,将开始变得可被理解。如果你的产线曾经出现以下情境:设备运作正常,但品质波动、数据落在标准内,但结果不稳定、排查多个面向,仍找不到根因?那麽问题很可能不在「故障」,而在「偏移」。
真正需要被问的问题,不是:哪里坏了?而是:哪里本来应该稳,但其实没有。