
監診實績

應用領域

常見問題
Die bonder固膠機手臂發生異常?
監診實績|Die bonder固膠機手臂發生異常?#半導體領域
#物聯網
#機器學習
#加工製造
#PHM
Die bonder,固膠機,在PCB板上固定晶片,由上片手臂將PCB料件送至定點,點膠手臂於晶片位置點膠,並且經過取片與鍵合過程為一週期。隨著技術越來越精密複雜,該如何確保製程的穩定與良率呢?
Die bonder(固膠機)的作動原理
Die bonder,固膠機,在PCB板上固定晶片,由上片手臂將PCB料件送至定點,點膠手臂於晶片位置點膠,並且經過取片與鍵合過程為一週期。 Die bonding (黏晶)是半導體後段封裝製程中重要的一環,隨著製程進步快速、晶圓也趨向奈米化,對於黏晶技術及標準也就越來嚴謹,每一道製程不容許有任何的微小瑕疵,因此,使用者必須要對於設備有一定的掌握程度,才能確保設備的可靠性及穩定度。

監測說明
EDGE IIOT 邊緣物聯網 / VMS-ML機器學習智能監控系統
固膠機製程雖然部件多、動作複雜,但我們可以藉由一定的週期流程進行管理,例如:透過監測移動軸,根據電流區域峰的變化做趨勢化管理。
利用邊緣物聯網能夠同時掌控多台設備,同步進行監測,在第一時間了解狀態或進行設備趨勢狀態管理,抑或是透過機器學習智能監控系統學習手臂訊號,並制定學習規範。
量測狀況
此案例是針對固膠機之上片手臂、畫膠手臂的電流進行監測
現況描述
・人機比:負責機台150台/2人負責
・保養時間:2台/每周
・保養定義:機台使用時間排序保養
・無法正確確認機台需求
・無預警停機緊急維修導致保養機台延誤
・保養排程導致需保養機台變成維修機台
・機台保養前後差異無法得知
改善目標
・在上片手臂 X 馬達電流訊號線安裝 SENSOR
・定義正常機台電流變化
・機台運行阻抗產生電流變化門檻設立
・電流不穩定標準差演算法判別異常初期
・掌握機台變化建立維修排程
・預知保養精修軸向位置
・機台復歸前狀況確認
測試實驗數據-廠內定義異常機台 PM 前後電流偵測量
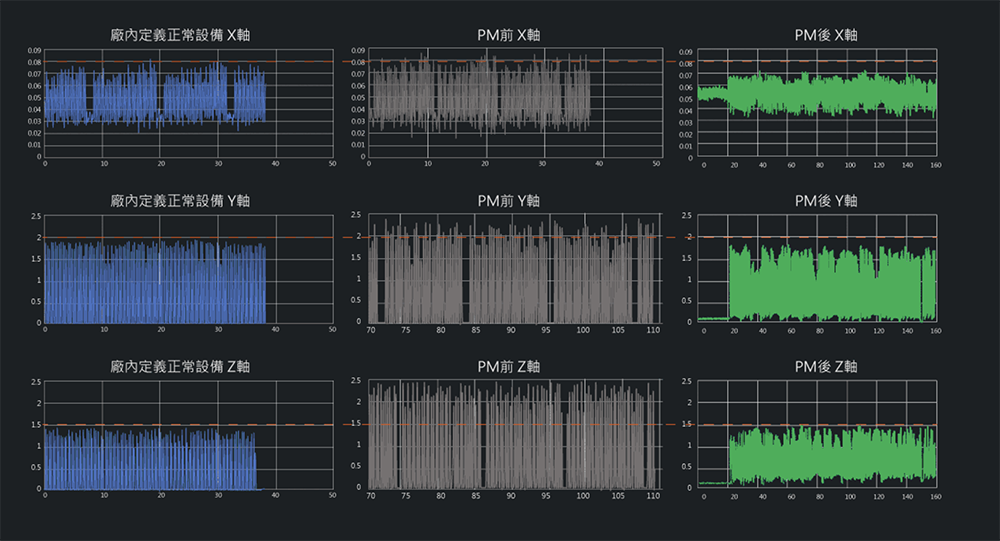
塗膠Y軸電流訊號比較說明
正常機台 塗膠 Y 軸電流訊號 量測情形
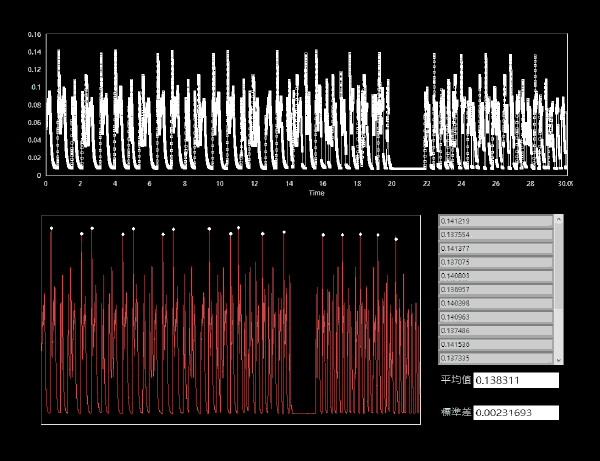
生產狀況:全速生產
平均值:0.138311 / 標準差:0.00231693
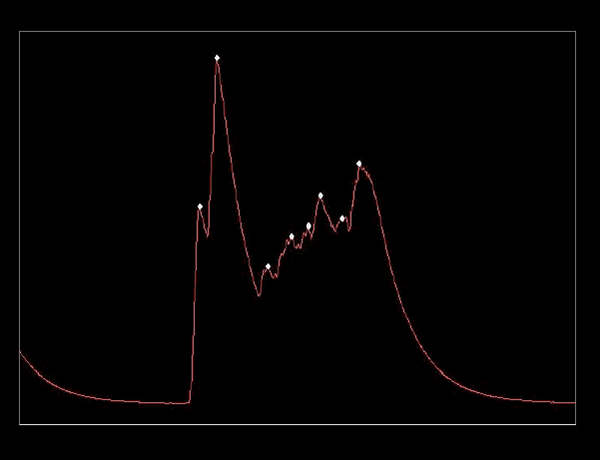
區域峰值擷取
異常機台 塗膠Y軸電流訊號 量測情形
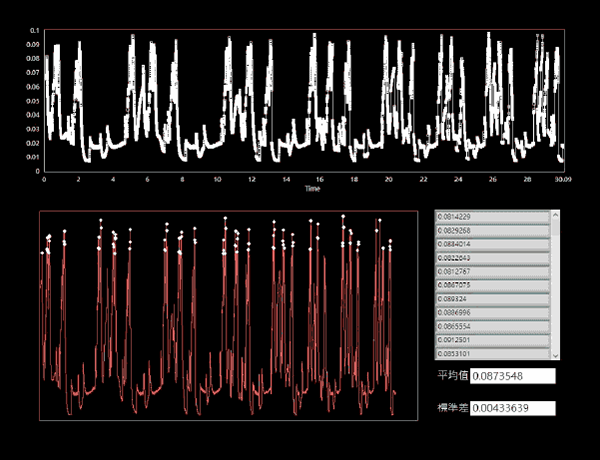
生產狀況:降速生產
平均值:0.0873548 / 標準差:0.00433639
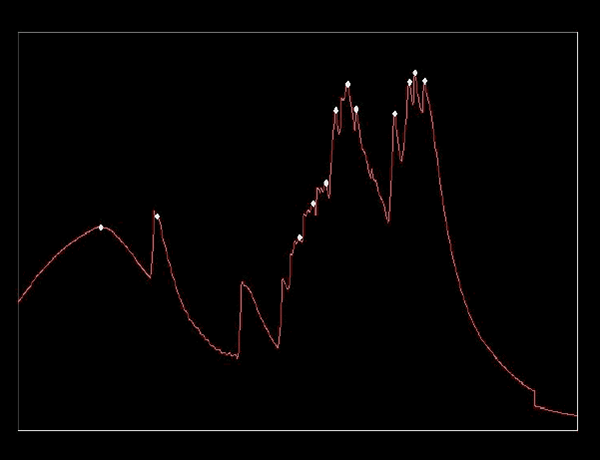
區域峰值擷取
測量結論
電流區域峰值表示移動軸每次收到電流訊號,可移動到定點的最大電流量。軟體自動偵測擷取移動軸運行結果,計算工作區間移動軸電流變化量。 計算區域峰值之 最大值、平均量、標準差。
全速生產移動軸電流峰值訊號標準差仍小於降速後的移動軸的電流訊號。自動擷取區域電流峰值擷取主要可降低電流升降狀態或靜止電流背景值的運算數據量,更能以平均值、最大值、標準差表現出畫膠移動軸穩定性管理。再針對移動軸電流區域峰值變化作趨勢化管理,提早得知機台變化預先準備保養排程。
監測每一次移動,電流動態訊號,確保每次送電量均勻如一。根據產品別設定之電流,按精度標準設定監測門檻。每次動作皆存取數據檔,提供日後異常分析。 以動態流程區間數據做趨勢圖,作為日後第二種異常判別標準。
上片機品質監測物聯網
上片機品質監測物聯網
監測每一次移動,確保每次送電量均勻如一。
尋找半導體相關監測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
