





您的工具機主軸狀態良好嗎?
固德科技報|您的工具機主軸狀態良好嗎?#加工製造
#預知保養
Posted On : 21 Jan. 2019
工具機其中主軸,被譽為『機床的心臟』,屬於設備的核心配件,對於主軸的要求也就更加嚴格。那麼,又該如何有效精準地檢測主軸品質?
工具機設備智能化
隨著工業 4.0 的發展,再加上國際市場的削價競爭,台商紛紛都外移設置工廠,台灣已逐漸失去競爭優勢,各中小企業引頸期盼能有新的解決方案來加速升級轉型。不管是汽車工業、航太工業、光學面板、醫療、紡織等製造領域中,都需要工具機設備。要提升產業升級 4.0,對於主要工具機設備智能化的提升是首要工作。
#工具機 #智能化 #工業4.0
機床的心臟:工具機主軸
工具機俗稱工具母機,負責切削、加工各式金屬零組件等,由主軸、CNC 控制器、感測器、螺桿、驅動馬達等元件所構成。因此如何將這些重點部件智能化將決定工具機整體的智能化程度。而工具機其中主軸,被譽為『機床的心臟』,屬於設備的核心配件,對於主軸的要求也就更加嚴格。
那麼,又該如何有效精準地檢測主軸品質?
藉由振動量測了解主軸品質
大部分的設備及結構都會有振動的產生,因此振動量測技術不再只是基本的量測振動,更可以積極地藉由感測器所蒐集來的振動數據,了解主軸品質並藉此提早進行管理維護,延長主軸使用壽命並避免在使用時停機維修、損壞的問題發生。
主軸品質檢測規範使用
ISO-1081 6規範
主軸類型:直結式主軸、齒輪式主軸、皮帶式主軸等。
轉速區間:120-15000 RPM
測試條件:無負載條件下測試
分類原則:功率、軸高、結構(饒性or剛性)
利用量測機械非轉動部位的振動量測訊號,來評鑑主軸的健康狀態,以達到預知保養、提前維護、避免無預警停機的情況發生。
ISO-17243
主軸類型:內藏式主軸
軸承種類限制:滾動軸承
轉速區間:600-30000 RPM
測試條件:無負載條件下測試(無切割、無金先削、無研磨)
分類原則:功率、最高轉速、培林型式(滾珠式、滾柱式)
感測器安裝於工具機內藏式主軸,經由主軸殼體振動所得到的訊號來評鑑品質方式。
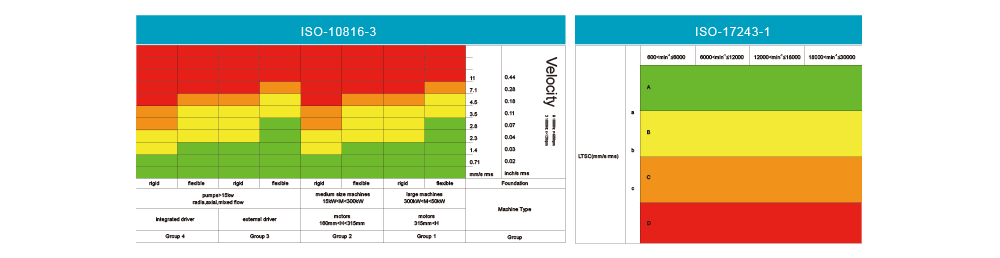
Zone A 優良新機 新機械,振動品質優良,沒有特定期限。
Zone B 正常機械 可接受的振動值,機械可長時間使用,沒有特定期限。
Zone C 警告狀態 不可長時間使用,必須找適當的時間進行保養修復。
Zone D 危險狀態 異常的振動值,足以造成機械損壞,建議即刻修復。
ISO-1940
主軸震動不平衡,容易造成刀具磨損或精度誤差,絕大部分的轉子機械會做定期動平衡校正,來避免震動量過大導致機械的損壞。
| 平衡等級 | 轉子類型舉例 |
|---|---|
| G 0.4 | 機密磨床心軸、主軸、陀螺儀。 |
| G 1 | 磨床的驅動軸、特殊要求的小電機。 |
| G 2.5 | 燃氣輪機、蒸氣輪機、船用主渦輪機(商用)、剛性渦輪發電機轉子、 轉子、壓縮機、機床驅動部件、工具機主軸、有特殊要求的中型和大型電機轉子、小型電機轉子、渦輪泵。 |
| G 6.3 | 加工設備零件、船用主渦輪機(商用)、分離機鼓輪、航空燃氣渦輪機 、無特殊要求中大型電動機和發電機(軸高至少80毫米)、風扇、齒輪、機床、紙捲、印刷滾輪、泵浦、渦輪增壓器。 |
| G 16 | 特殊要求的傳動軸、滾壓式部件、農用機械部件,汽車、卡車、 機車的引擎部件,特殊要求的六缸四衝程引擎的曲軸和傳動軸。 |
| G 40 | 撓性連接的六缸或六缸以上的柴油機的曲軸和驅動軸。車輪、輪架、 輪座、驅動軸。汽車、卡車、機車的曲軸和傳動軸。 |
| G 100 | 高速六缸或六缸以上的柴油機的曲軸和驅動軸,汽車、卡車、 機車的引擎。 |
| G 250 | 剛性連接四衝程柴油機的引擎。 |
| G 630 | 四缸引擎的曲軸和驅動軸,撓性連接的船用柴油機的曲軸和驅動軸。 |
| G 1600 | 大型二衝程引擎的曲軸和驅動軸。 |
| G 4000 | 低速柴油機的剛性曲軸和驅動軸。 |
影響主軸的共振轉速
加工機結構由不同部件所組構而成,每一種部件結構所引發的自然頻率,彼此相互影響產生的共振問題也會影響主軸的運轉與壽命。找出共振區間,避開不適合的操作轉速,避免引發共振現象。
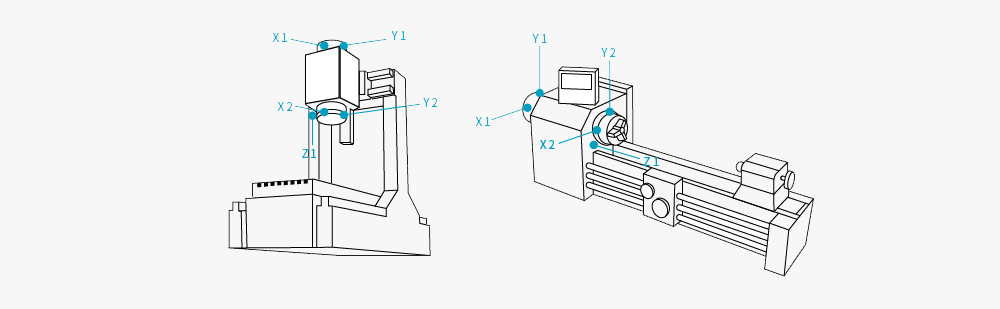
感測器安裝量測點
將感測器放置欲量測之培林、培林座機械殼體。完整量測方向約有前側徑向 2 點、後側徑向2點與前側軸向1點(如圖),徑向量測點盡可能是正交,每次量測點位應該相同並紀錄結果,振動標準皆參考相同的 ISO 振動標準。安裝感測器的原則以越接近培林越好,環境振動背景值不應超過機械穩定運轉振動量的10%。
有效品管主軸品質的最佳利器

固德推出的 VMS-PM 機械動態分析儀,內建所有適用工具機標準規範,除了 ISO-10816、ISO-17243、ISO1940 外,還提供環境微振動標準、動態分析、多通道動態分析、自然頻率等量測功能。
藉此定義出設備狀態,並分為優良、正常、警告、危險四種等級,即時顯示量測結果,讓使用者一目瞭然。並可作為標準的研發工具、品管儀器甚至是在客戶端分析除錯時的最佳檢修工具。
尋找更多工具機管理解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
