
監診實績

應用領域

常見問題
迴焊爐送風馬達振動品質影響溫度?
監診實績|迴焊爐送風馬達振動品質影響溫度?#半導體領域
#轉子馬達
#預知保養
迴流焊接是透過逐步熔化焊料與緩慢加熱連接介面,避免急速加熱而導致電子元件的損壞,因此送風馬達的品質與溫度將有密切關係。
迴流焊接
迴流焊接(Reflow Soldering)是一種常見的表面黏著技術,用於焊接表面貼裝元件(SMT)到印刷電路板(PCB)上。這種焊接方法通常使用焊膏,並通過一個稱為迴流爐的設備來實現。在PCB上塗布或印刷焊膏,這通常包含了焊接位置的模板,放置表面貼裝元件(SMT元件)在PCB上的焊點位置。
迴流焊接的一般流程:
預熱區:PCB進入迴流爐的預熱區。溫度逐漸升高,將焊膏預熱至熔點,但尚未引起元件焊接。
熱焊接區:PCB進入熱焊接區,溫度達到足夠高,使焊膏熔化。熔化的焊膏將SMT元件與PCB焊接在一起,形成焊點。
冷卻區:焊接完成的PCB進入冷卻區,焊點冷卻並凝固。冷卻區的控制確保焊點的形成和冷卻是均勻的。

迴焊爐(Solder Reflow Oven)
迴焊爐是用於印刷電路板(PCB)製造過程中的一個重要設備。的主要工作原理是透過逐步熔化焊料與緩慢加熱連接介面,然後使其冷卻,從而實現電子元件的焊接,避免急速加熱而導致電子元件的損壞。
迴焊爐熱風系統
以熱風馬達搭配風扇轉動方式將迴焊爐腔內的熱氣均勻分散,使迴焊爐膛內的熱氣流對刷好錫膏線路板焊點上的錫膏作用,使錫膏重新熔化液態讓元件與線路板焊接熔接在起,然後經過回流焊爐冷卻而形成焊點。因此,迴焊爐馬達在製造過程中影響著焊接品質,需要藉由監測馬達狀態以確保產品的品質。
監測說明
SMS-RC 旋轉機械振動檢測分析儀
利用SMS-RC量測馬達品質,直接選取對應的轉子ISO規範,立即確認熱風系統每個馬達轉子品質,避免因為馬達故障或異常引起溫度控制不良導致產品失敗,以確保迴焊流程運作正常。
量測狀況
量測點位如圖所示,共14個量測點

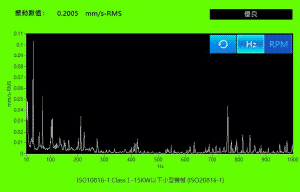
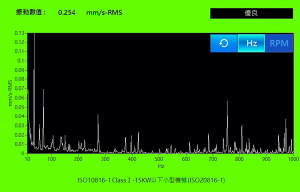
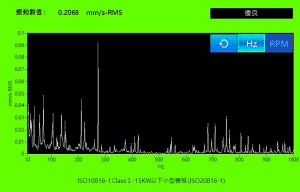
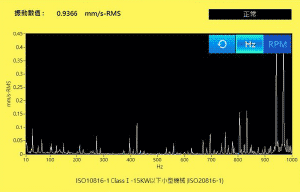
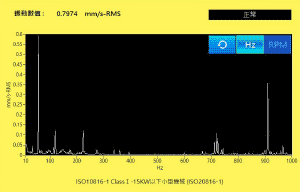
量測結果
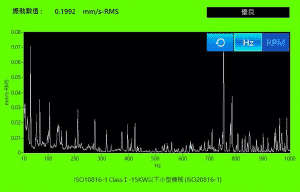
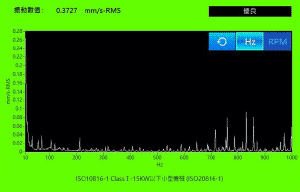
馬達1
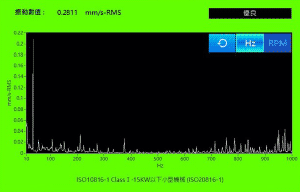
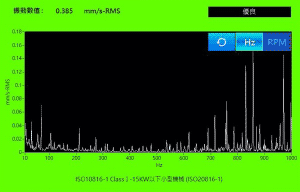
馬達2
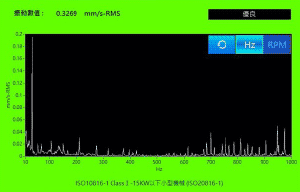
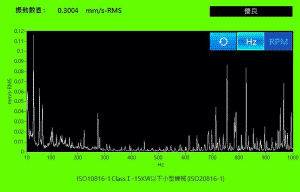
馬達3
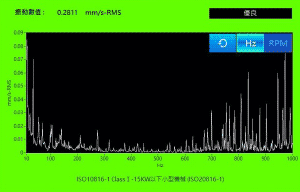
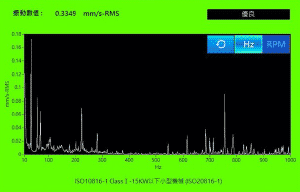
馬達4
馬達5
馬達6
馬達7
馬達8
馬達9
馬達10
馬達11
馬達12
馬達13
馬達14
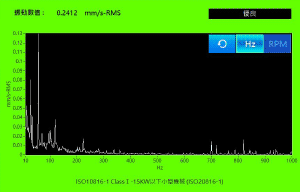
結果說明

測量結論
SMS-RC 旋轉機械振動檢測分析儀能夠快速檢測馬達品質,由此結果可知,熱風馬達振動量測狀態除馬達 4、馬達 13 為正常狀態外,其他均為優良狀態。日後可利用 RM-IoT-NET 進行線上長時間監測管理,在狀態出現警告時,即時進行維護,避免因為無預警停機造成迴焊爐腔內的溫度異常而導致產品失敗。
SMS-RC 旋轉機械振動檢測分析儀
SMS-RC 旋轉機械振動檢測分析儀
超簡單,快速上手。
常見問題(FAQ)
迴焊爐送風馬達振動品質會影響溫度控制嗎?
會。迴焊爐透過熱風馬達與風扇將爐腔內熱氣均勻分散,使焊膏重新熔化並完成 SMT 元件與 PCB 的焊接。若送風馬達振動品質不佳或發生故障,可能造成熱風分布不均、爐腔溫度異常與焊接品質不穩。
迴流焊接為什麼需要穩定的熱風系統?
迴流焊接需要經過預熱區、熱焊接區與冷卻區,讓焊膏逐步升溫、熔化並冷卻凝固。若熱風系統不穩,可能造成加熱不均、焊點形成不良或電子元件受損,因此送風馬達狀態會直接影響迴焊流程品質。
SMS-RC 如何檢測迴焊爐送風馬達品質?
SMS-RC 旋轉機械振動檢測分析儀可量測迴焊爐熱風系統中各送風馬達的振動品質,並直接選取對應的轉子 ISO 規範進行判斷。透過快速檢測馬達轉子狀態,可避免因馬達異常導致溫度控制不良。
迴焊爐送風馬達通常需要量測哪些位置?
可依設備配置規劃多個量測點,針對迴焊爐熱風系統中的各組送風馬達進行振動檢測。本案例共規劃 14 個量測點,分別確認各馬達轉子品質,作為後續保養與線上監測的基準。
送風馬達振動異常可能造成哪些產品問題?
送風馬達若因轉子品質不佳、磨耗或故障造成振動異常,可能導致迴焊爐腔內熱氣分布不均、溫度控制失準、焊點品質不良、SMT 元件焊接失敗或產品良率下降。
導入 RM-IoT-NET 線上監測有什麼效益?
導入 RM-IoT-NET 後,可針對迴焊爐送風馬達進行長時間線上監測管理。當馬達狀態出現警告時,可即時安排維護,避免無預警停機造成迴焊爐腔內溫度異常,降低產品焊接失敗與產線停機風險。
尋找馬達品質相關監測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
