
実績

応用分野

質問集
長時間の高負荷運転により、重要設備のモーターが故障?
実績 | 長時間の高負荷運転により、重要設備のモーターが故障?
設備が長時間高負荷で稼働すると、振動が発生しやすくなります。
これらの重要設備に故障が発生すると、大きな損失につながる可能性があります。
重要設備の故障リスク
自動化工場では、設備が長時間高負荷で運転されることで、外部環境や長時間の動作による振動が発生しやすくなります。
例えば、ポンプ、遠心分離機、攪拌機、圧搾機などの重要な設備が故障すると、生産ラインが停止し、大きな損害を引き起こす可能性があります。
故障発生後の緊急修理は時間がかかるだけでなく、修理コストが高騰し、生産効率の低下を招きます。
人手による経験や定期点検のみでは、科学的なデータに基づく管理が不足し、潜在的な設備の故障を未然に防ぐことができません。
振動測定は、予防保全における重要な手段
振動測定により、設備の異常振動をリアルタイムで検出することが可能です。
異常振動は、機械故障の前兆となることが多く、例えば以下のような問題が発生する可能性があります:
• ベアリング摩耗 による振動・騒音の増加
• ローターの損傷 によるモーター効率の低下や動作不安定
• 軸受けの摩耗や損傷 によるローターの不均衡とモーターの損傷リスク増加
• 潤滑不足 による摩耗の加速、摩擦や温度の上昇
振動測定は、設備の異常や潜在的な問題を早期に検出し、突発的なダウンタイムや重大な故障を未然に防ぐための重要な手段です。

解決策と監視方法
SMS-RC 回転機械振動検出・解析装置 および 振動センサー(Sensor)
持ち運び可能な分析装置で、設備の巡回検査を容易にし、モーターの状態を即座に検出可能。
精確に稼働中の設備の振動データを取得し、リアルタイム監視を実施できます。
実施ステップ:
1. 測定ポイントの決定: 設備の構造と運転特性に基づき、重要な測定ポイント(ベアリング位置、ローター端部など)を選定。
2. センサーの設置: 測定ポイントに振動センサーを固定し、測定誤差を防ぐため安定性を確保。
3. データ収集: 設備を稼働させ、安定状態に達した後、測定機器を使用して振動データを収集。
4. 結果の判定: 内蔵されたISO規格に基づき、収集した振動データを即座に解析し、判定結果を提供。
5. データ分析: スペクトル解析機能を活用し、振動特性を識別して設備の異常原因を特定。
測定状況
正常なモーターのローター状態
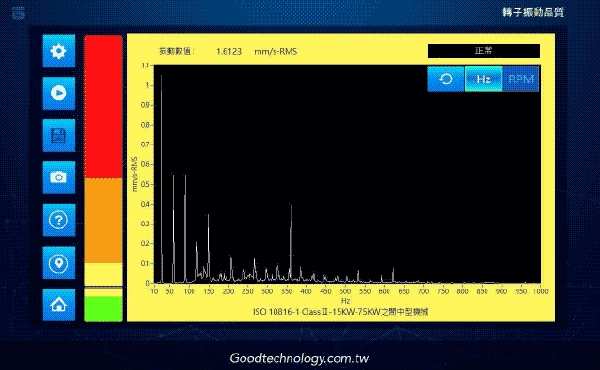
測定位置:モーター / 状態:正常
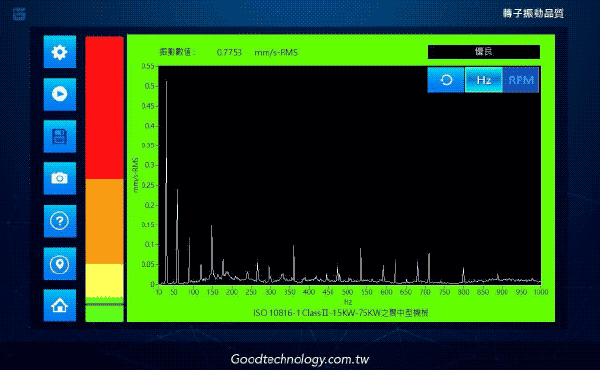
測定位置:減速機 / 状態:良好
異常なモーターのローター状態
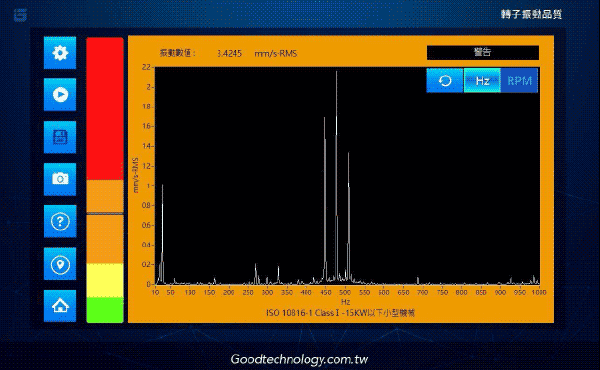

• 測定位置:モーター / 状態:警告
• 異常特徴:ブレード振動
• ブレード周波数(BPF)= ブレード数 × 回転速度。これはポンプ、ファン、コンプレッサーなどにおける固有の振動周波数。
• ただし、設計不良、ディフューザーの摩耗、配管の急な曲がり、乱流の障害、またはシャフトの偏心が発生すると、高い BPF を引き起こす可能性があります。
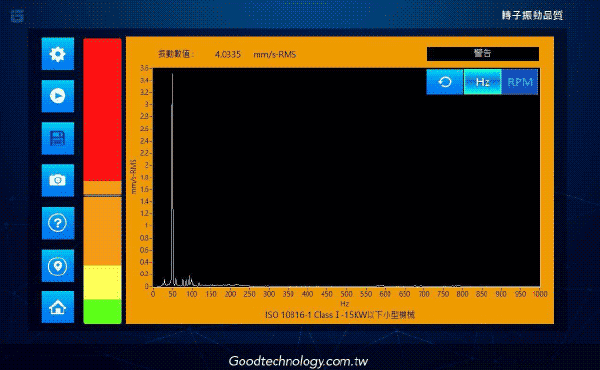

• 測定位置:モーター / 状態:警告
• 異常特徴:バランス不良
• 振動スペクトルは主に 1 倍回転速度で発生。
• 振動方向は通常、径方向に発生。
• 軸方向の振幅は小さく、径方向の 1/3 以下。
• 径方向または軸方向において、2 倍、3 倍、4 倍、その他の倍数の振動はほとんど見られない。
測定結論
科学的な振動監視とデータ分析による予知保全
工場設備の管理において、振動測定は欠かせない作業です。
定期的な振動測定を実施することで、設備の潜在的な故障を事前に発見し、予防保全を行うことができます。
例えば、摩耗したベアリングの交換、不均衡なローターの調整、芯ずれした部品の補正などの対策を講じることで、
設備の突発的な故障を防ぎ、生産の継続性と安定性を確保できます。
科学的な振動監視とデータ分析により、企業は設備の問題をリアルタイムで検出・解決できるようになり、
設備の寿命を延ばし、生産効率を向上させ、メンテナンスコストを削減し、最終的に経済的利益の最大化を実現できます。

SMS-RC 回転機械振動検出・解析装置
簡単操作で、すぐに使える
よくあるご質問(FAQ)
主要設備のモーターに定期的な振動測定が必要なのはなぜですか?
主要設備のモーターが長期にわたり高負荷で稼働すると、ベアリングの摩耗、ローターのアンバランス、ミスアライメント(芯ずれ)、緩み、または外部環境の影響により、異常振動が発生しやすくなります。これらを適時に発見できない場合、ポンプ、遠心分離機、撹拌機、プレス機などの設備の停止を招き、生産ラインの中断やメンテナンスコストの増加につながります。したがって、定期的な振動測定は予知保全の重要な基盤となります。
モーターの異常振動は通常、どのような故障の兆候を示していますか?
モーターの異常振動は、ベアリングの摩耗、ローターの損傷、ローターのアンバランス、潤滑不足、ミスアライメント、機械的な緩み、またはブレードの振動などの問題を示している可能性があります。これらの異常は通常、最初に振動信号やスペクトル特性に現れるため、振動測定によって潜在的な故障を早期に発見できます。
SMS-RCはモーターローターの状態判定をどのようにサポートしますか?
SMS-RC 回転機械振動アナライザーは、振動センサーと組み合わせて、稼働中のモーターの振動データを迅速に取得できます。装置にはISO規格が組み込まれており、巡回点検担当者がモーターや減速機の状態(正常、良好、警告、異常など)を迅速に判定し、さらにスペクトル分析を通じて考えられる故障原因を特定するのをサポートします。
モーターブレードの異常振動は何を意味しますか?
ブレードの振動は通常、ポンプ、ファン、または圧縮機のブレード通過周波数(BPF:Blade Pass Frequency)に関連しています。BPFはブレード数に回転数を掛けたものです。不適切な設計、ディフューザーの摩耗、配管の急な曲がり、気流の阻害、または回転軸の偏心などはすべて、高いBPF特性を引き起こし、結果としてモーターや設備の振動増加を招く可能性があります。
アンバランス(不釣合い)は振動スペクトル上でどのような特徴がありますか?
アンバランスによる振動スペクトルは主に1倍(1X)の回転周波数で発生し、振動の方向は通常、半径方向(ラジアル方向)が主体となります。軸方向の振幅は通常小さく、半径方向の振幅よりはるかに低くなります。また、2倍、3倍、4倍、その他の高調波振動は通常目立たないため、ローターのバランス状態を判断するための重要な根拠として利用できます。
モーターの振動監視を導入するメリットは何ですか?
モーターの振動監視を導入することで、ベアリングの摩耗、ローターのアンバランス、ミスアライメント、緩み、ブレードの振動などの異常を早期に発見でき、ベアリングの交換、ローターバランスの調整、アライメントの修正などのメンテナンス作業をタイムリーに手配できます。これにより、設備の突発的な故障を回避し、設備の寿命を延ばし、生産効率を向上させ、メンテナンスコストを削減することができます。